 |
|
���������� ������:: ������ ����� ���� :: ���� ��������� :: ������ ����� :: �������� ����� :: ����� ����� �������� :: ������� ������ :: ������� ��� ���������� :: ���������� ���������� ���������� :: ������ ������� �������� :: ������� ����� ���������� �����:: ���� (����� 1-3) :: �������� ���� :: The Boarding House :: ������� :: �� ���� :: ���������� �� ������� Windows XP :: After The Race :: ���� ������ ��, ��� ��������� :: ����� �� ���� ����� :: ������������ ���������� �������� |
������� ��������� ������������ (��)ModernLib.Net / ������������ / ��� / ������� ��������� ������������ (��) - ������ (���. 9)
Расцветка большинства гёлей диагональная. Для всех туркменских К. (кроме типа «бешир») характерна единая цветовая гамма, построенная на многообразии оттенков красного цвета. Азербайджанские К., чрезвычайно разнообразные по видам, также различаются по месту производства. Для одних видов («куба», «ширван», «казах», «зенджа» и пр.) характерны сложные геометрические узоры, которые включают схематические фигурки животных и людей, и размещенные по одной оси в центральном поле фигурные многоугольные или звездчатые медальоны, для др. («Карабах» и пр.) - разнообразный растительный орнамент с обилием цветочных мотивов. Азербайджанские К. выделяются звучным колоритом, построенным на сочетании локальных интенсивных тонов.
В западноевропейском ковроткачестве, в котором особое место занимают с 16 в. шпалеры (фламандские, французские, немецкие), в 17-18 вв. выделяются ворсовые К. мануфактуры Савоньри, основанной в 1624 в Париже (в помещениях бывшей мыловаренной мануфактуры, откуда и название её - от savon, т. е. мыло). Это К. с пышным полихромным цветочным и арабесковым барочным орнаментом, обычно на чёрном фоне. Под их влиянием вырабатывались ворсовые К. в Англии и Испании. В 19 в. с развитием фабричного производства художественный уровень западноевропейского ковроделия резко падает. Однако к середине 20 в. в ряде стран (особенно во Франции) делаются успешные попытки вывести из тупика эту отрасль художественного ремесла, вернуть ей былое значение. Заметные успехи в этой области достигнуты в Польше, Болгарии, Румынии, Югославии, где возрождается изготовление как ворсовых, так и безворсовых ручных К. с геометрическим и стилизованным растительным орнаментом. В Европейской части СССР ковроделие издавна развивалось на Украине (главным образом безворсовые К. - килимы:в центральных районах - с узором из плоскостно трактованных и размещенных рядами цветов на чёрном, голубом или светло-жёлтом фоне, а в западных - с геометрическим узором). Килимы ярких расцветок с мотивами цветочных веток и вазонов, а также с геометризованным орнаментом ткутся в Молдавии. Из русских К. особенно известны курские и воронежские - безворсовые. с объёмно трактованными цветами натуральной расцветки на чёрном фоне. В Тюменской области ткутся высоковорсовые К. с цветочным орнаментом. В СССР после 1917 мастера-ковроделы, организованы в артели, ведут поиски выразительных средств для воплощения нового мироощущения. В то же время ими используются старые традиции и приёмы. Большая роль в этих исканиях принадлежит ковровой лаборатории при НИИ художественной промышленности, ковровым производственным объединениям Азербайджанской ССР и Туркменской ССР, экспериментально-художественным мастерским. В оборудовании современного жилого и общественного интерьера ковровые материалы и изделия находят все более широкое применение в качестве покрытия полов, мебели, стен и так далее. В зависимости от назначения (области применения) и степени интенсивности динамических и статических нагрузок (неодинаковых в жилых или общественных помещениях, каютах судов, салонах самолетов, вертолётов и автомашин) К. имеют различную структуру и фактуру: гладкие (без ворса), с разрезным, неразрезным и комбинированным ворсом (высоким и низким). По способу выработки различают К. ручной и машинной (с середины 19 в.) работы, тканные и вязаные. К ковровым изделиям относятся также узорчатые войлоки (кошмы). Правильный выбор волокнистых материалов и нитей с заранее заданными свойствами (малорастяжимые, текстурированные и кордные нити), пряжи для ворса и каркаса с использованием натуральных и химических штапельных волокон (лавсан, капрон, полипропилен, мтилон и др.) в значительной степени предопределяют тип К., область применения, его надежность, долговечность. К. (ворсовые и безворсовые) в СССР изготовляются ручным способом на вертикальных и горизонтальных ковроткацких станках (масса 1 м 2в кг- 2,5; 3,2 и более), а также при помощи машин (масса 1 м 2в кг- 1,8-2,2; 2,5). Машинное ковроткачество более производительно, чем ручное. Ковровщица при вязке ворсового узла выполняет в год в среднем 10-12 м 2К. Выработка идентичных по рисунку, колориту, плотности (число ворсовых пучков по горизонтали и вертикали), внешнему виду машинных тканых жаккардовых двухполотенных К. с разрезным ворсом достигает 4-6 м 2за 1 час. Однако по качеству исполнения и сложности рисунка ручные К. не превзойдены, поэтому их стоимость выше. При ручном ковроткачестве ворс образуется путём завязывания узлов из разноцветной гребенной или аппаратной ворсовой пряжи на нитях основы ( рис. 1 ). Концы ворсовых узлов выводятся на лицевую сторону и равномерно обрезаются, формируя опорную поверхность на особо прочном каркасе ткани, состоящем из кордных нитей основ и утка. Узлы располагаются горизонтальными рядами. После каждого ряда пропускаются нити утка, а затем металлической гребёнкой весь ряд плотно прибивается к предыдущему. Безворсовые ручные К. (килим, палас, шпалера, сумах) формируются следующим образом ( рис. 2 ): двусторонняя ткань килима образуется сцеплением (перевивкой) цветных нитей утка, которые плотно прикрывают нити основы, паласа - без сцепления цветных утков (поэтому по границам рисунка получаются просветы или зазоры), сумаха (односторонний К. полотняного переплетения) - стежками, «косичками» (на лицевой поверхности К. цветной уток обвивается каждой парой нитей основы), шпалеры - с вводом цветных нитей на изнаночную сторону. Механическое ткачество безворсовых К. мало отличается от изготовления обычных многослойных декоративных тканей и выполняется на многочелночных станках, оснащенных машиной Жаккарда (см. Жаккарда машина ) . На ковроткацком станке, оснащенном машиной Жаккарда, изготовляются одновременно два пяти- шестицветных К.- верхнее и нижнее полотно. Оба полотна расположены друг от друга на расстоянии, определяемом высотой ворса, К. имеют общую ворсовую, коренную и настилочную основы. Нити основ верхнего и нижнего полотна переплетаются нитями утка, а затем разрезаются ножом ( рис. 3 ). Многоцветные К. с разрезным ворсом бывают ленточными (синелевыми), трубчатыми ( рис. 4 ) и жаккардовыми. Ленточные К. изготовляют на автоматических или механических ткацких станках. Производительность ленточного станка не более 1 м 2за 1 час. При жаккардовом способе рисунок К. образуется из ворсовой пряжи 8-12-16 цветов при помощи машины Жаккарда. Перспективно производство основовязаных трикотажных К. и ворсово-пришивных (тафтинговых) ковровых покрытий, в основном с неразрезным петельным ворсом. Такие К. выпускаются одно-двухцветные и меланжированные. Разработаны и применяются способы нанесения орнаментального рисунка на трикотажные, ворсово-прошивные (тафтинговые) и иглопробивные К. до 10-12 цветов печатью на машинах с сетчатыми шаблонами и вращающимися перфорированными цилиндрами. Трикотажные К. типа букле с неразрезным петельным ворсом вырабатываются на основовязальных рашель-машинах производительностью до 100 м 2за 1 час. Для ворсово-прошивного коврового покрытия отдельно изготовляют каркасную подкладочную ткань полотняного или саржевого переплетения на широких ткацких станках тяжёлого типа. Ворсо-прошивание осуществляется на многоигольной машине с рабочей шириной до 5 м.Ср. производительность ворсово-прошивной машины - 150 м 2за 1 час. Ковровые материалы, снятые со станков, обычно загрязнены и имеют различные дефекты. Чтобы устранить эти дефекты, очистить изделия, ввести недостающие нити, применяется отделка: пропарка и очистка, штопка, стрижка (для К. с разрезным ворсом), покрытие тыльной части аппретом для придания требуемой жесткости, прочного закрепления ворсового пучка-петли и предупреждения скольжения покрытия по полу. Основовязанные трикотажные и ворсово-пришивные К. обрабатываются раствором латекса (нанесение на тыльную часть К. гладкого или вафельного пенопласта). Тенденция развития машинного производства К. направлена на создание высокопроизводительного парка такого технологического оборудования, которое могло бы обеспечить те же структуру, прочность и разнообразие, что и у ручных К. Лит.:[Крыжановский Б.], Украинские и румынские килимы, Л., 1925; Ковры РСФСР [каталог], М., 1952; Яковлева Е. Г., Русские ковры, М., 1959; Левин Л. М., Свердлин В. И., Ковры и ковровые изделия, М., 1960; Керимов Л., Азербайджанский ковёр, Баку, [1961]; Руденко С. И., Древнейшие в мире художественные ковры и ткани..., М., 1968: Айрапетов Д. П., Кошкин В. Г., Левин Л. М., Синтетические ковровые материалы для покрытия полов, М., 1967; Hubel R., Ullstein Teppichbuch..,, В., 1965. Н. Ю. Бирюкова, Л. М. Левин. 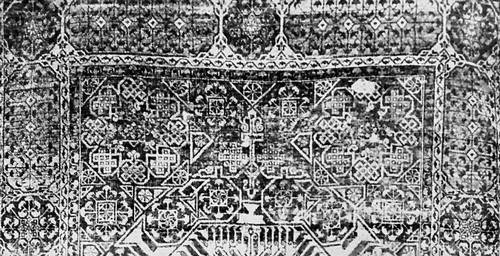
Ковёр с геометрическим узором (фрагмент). Египет. Шерсть. Около 1500. Музей ислама. Берлин. 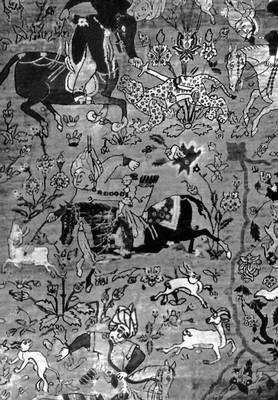
Большой «охотничий» ковёр (фрагмент). Кашан (Иран). Шёлк, металлические нити. Середина 16 в. Австрийский музей прикладного искусства. Вена. 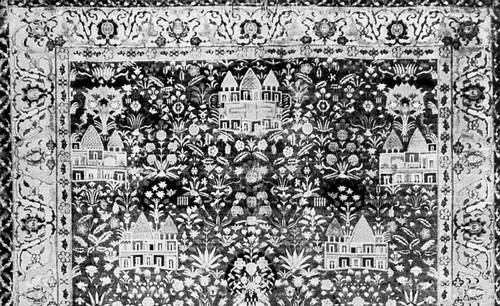
Ковёр с изображением павильонов (фрагмент). Индия. Шёлк. 18 в. Эрмитаж. Ленинград. 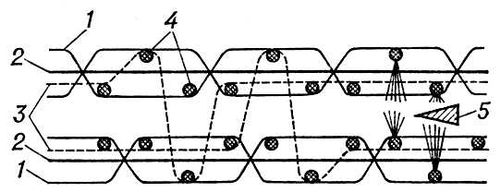
Рис. 3. Структура двухполотенных ковров: 1 - коренная основа; 2 - настилочная основа; 3 - ворсовая основа; 4 - нити утка; 5 - нож. 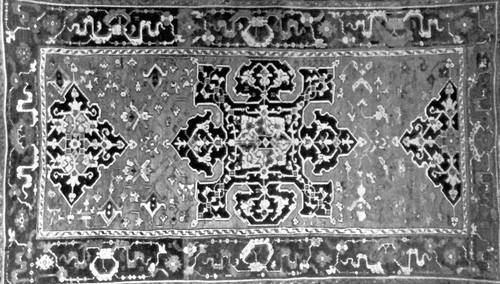
Ковёр типа «ушак». Западная Анатолия (Турция). Шерсть. 17 в. 
Рис. 2. Структура безворсовых ручных ковров: 1 - палас; 2 - килим; 3 - шпалера; 4 - сумах. 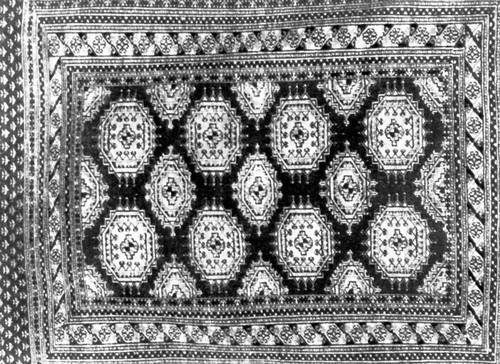
Салорский ковёр. Шерсть. 19 в. Музей изобразительных искусств Туркменской ССР. Ашхабад. 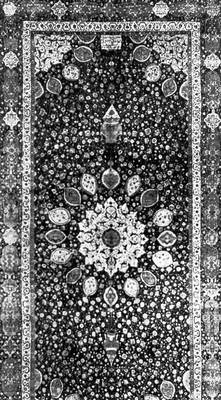
Ковёр из гробницы шейха Сефи в Ардебиле (Иран). Шерсть, шёлк. 1539-40.Музей Виктории и Альберта. Лондон. 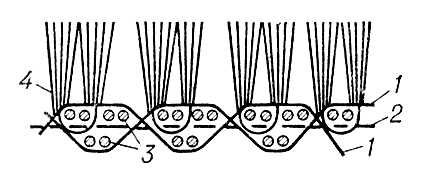
Рис. 5. Структура жаккардовых ковров: 1 - коренная основа; 2 - настилочная основа; 3 - уток; 4 - пучки ворсовой основы. 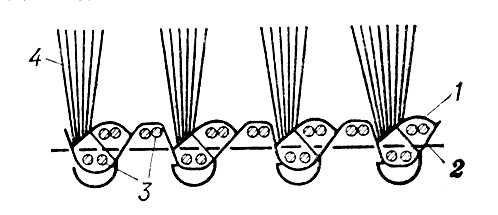
Рис. 4. Структура трубчатых ковров: 1 - коренная основа; 2 - настилочная основа; 3 - уток; 4 - пучки ворсовой основы. 
Рис. 1. Схемы вязки двойного узла: 1 - за две нити основы; 2 - за четыре нити основы; 3 - за одну нить основы; 4 - за две нити основы вертикально. Коверкот Коверко'т(от англ. covertcoat), шерстяная или полушерстяная ткань высокой плотности, вырабатываемая обычно саржевым или несложным диагоналевым переплетением. Для К. применяют однотонный уток и основу, скрученную из двух нитей разного тона. Каждая нить может состоять из двух шерстяных нитей гребенного прядения или из одной шерстяной и одной хлопчатобумажной. На поверхности К. образуется характерный мелкий пестрый рисунок. К. изготовляют различных расцветок с преобладанием серо-зелёного, бежево-коричневого и голубовато-стального тонов. Используется для пальто и костюмов. Вырабатывается также хлопчатобумажный К. (имитация К. шерстяного), применяемый главным образом для плащей. Ковернино Ковернино',посёлок городского типа, центр Ковернинского района Горьковской области РСФСР. Расположен на р. Узола (приток Волги), в 61 кмк С.-З. от железнодорожной станции Семенов (на линии Горький - Котельнич). Льнозавод, маслозавод, леспромхоз. «Ковёрный» «Ковёрный»,ковёрный клоун, цирковой артист-комик. Выступает в паузах между номерами программы (когда расстилают или убирают ковёр). «К.» появился в 70-х гг. 19 в. Первоначально это был униформист (рабочий манежа, одетый в специальную форму), всё делающий невпопад, иногда - неловкий наездник. В Германии он назывался Август, в России - Рыжий клоун (т.к. носил рыжий парик). Ковжа Ко'вжа,река на С.-З. Вологодской области РСФСР. Берёт начало из озера Ковжское, впадает в озеро Белое. Длина 86 км,площадь бассейна 5000 км 2.Входит в систему Волго-Балтийского водного пути им. В. И. Ленина. Ковжское озеро Ко'вжское о'зеро,Ковжа, озеро на С.-З. Вологодской области РСФСР. Площадь 65 км 2,длина 18 км,ширина 4 км.Береговая линия извилиста. Западная часть озера, из которой вытекает р. Ковжа, имеет собственное название - озеро Лозовское. По озеру - сплав леса. Ковильян Ковилья'н(Covilha), город в Португалии, в южных отрогах Серра-да-Эштрела, в области Бейра-Байша, в округе Каштелу-Бранку. 23 тыс. жителей (1960). Обработка шерсти. Ежегодные ярмарки. Центр туризма и зимних видов спорта в горах и долине р. Зезири. Ковка Ко'вка,один из способов обработки металлов давлением,при котором инструмент оказывает многократное прерывистое воздействие на заготовку, в результате чего она, деформируясь, постепенно приобретает заданную форму и размеры (см. Кузнечно-штамповочное производство ) . С древности К. (меди, самородного железа) служила одним из основных способов обработки металла (холодная, а затем и горячая К. в Иране, Месопотамии, Египте в 4-3 тысячелетии до н. э.; холодная К. у индейцев Северной и Южной Америки до 16 в. н. э.). Древние металлурги Европы, Азии и Африки ковали сыродутное железо, медь, серебро и золото; кузнецы пользовались особым почётом у народов древности, а их искусство окружалось легендами. В средние века, в том числе в России кузнечное дело достигло высокого уровня; вручную отковывались ручное и огнестрельное оружие, инструменты, детали сельскохозяйственных орудий, дверей и сундуков, решетки, светильники, замки, часы и другие изделия всевозможных форм и размеров, часто с тончайшими деталями; кованые изделия украшались насечкой, просечным или рельефным узором, расплющенными в тончайший слой листами сусального золота и бронзовой потали. Традиции средневекового ремесла сохранились в народном искусстве до 19 в. (светцы, крюки, подсвечники и т.д.). В 15-19 вв. выполнены многие замечательные кованые фонари, ограды, решётки, ворота (Версаль, Петербург, Царское Село). Многие города специализировались в различных отраслях кузнечного ремесла: Герат, Мосул славились утварью, Дамаск, Милан, Аугсбург, Астрахань, Тула - оружием, Ноттингем, Золинген, Павлово на Оке - ножами и инструментами, Нюрнберг, Холмогоры - замками и т.д. В 19 в. ручная художественная К. была вытеснена штамповкой и литьём, интерес к ней возродился в 20 в. (работы Ф. Кюна в ГДР, И. С. Ефимова, В. П. Смирнова в СССР; оформление общественных интерьеров в Таллине, Каунасе и др.). Основы теории К. были разработаны в России: П. П. Аносов в 1831 впервые применил микроскоп для изучения структуры металлов; Д. К. Чернов в 1868 научно обосновал режимы К.; большой вклад в теорию К. сделали сов. учёные Н. С. Курнаков, К. Ф. Грачев, С. И. Губкин, К. Ф. Неймайер и др. К., как правило, производят при нагреве металла до так называемой ковочной температуры с целью повышения его пластичности и снижения сопротивления деформированию. Температурный интервал К. зависит от химического состава и структуры обрабатываемого металла, а также от вида операции или перехода. Для стали температурный интервал 800-1100 °С., для алюминиевых сплавов - 420-480 °С. Различают К. в штампах и без применения штампов - так называемую свободную К. При К. в штампах металл ограничен со всех сторон стенками рабочей полости штампа и при деформации приобретает форму, соответствующую этой полости (см. Штампование, Ротационная ковка) .При свободной К. (ручной и машинной) металл не ограничен совсем или ограничен с одной стороны. При ручной К. кувалдой или молотом воздействуют непосредственно на металл или на инструмент. Машинную К. выполняют на специальном оборудовании - молотах с массой падающих частей от 1 до 5000 кгили гидравлических прессах , развивающих усилия 2-200 Мн(200-20000 тс) ,а также на ковочных машинах.Изготовляют поковки массой 100 ти более. Для манипулирования тяжёлыми заготовками при К. используют подъёмные краны грузоподъёмностью до 350 т, кантователии специальные манипуляторы Сводную К. применяют также для улучшения качества и структуры металла. При проковке металл упрочняется, завариваются так называемые несплошности и размельчаются крупные кристаллы, в результате чего структура становится мелкозернистой, приобретает волокнистое строение. При К. используют набор кузнечного инструмента, с помощью которого заготовкам придают требуемую форму и размеры. Основные операции ковки: осадка, высадка, протяжка, обкатка, раскатка, прошивкаи др. К. является одним из экономичных способов получения заготовок деталей. В массовом и крупносерийном производствах преимущественное применение имеет К. в штампах, а в мелкосерийном и единичном - свободная К. Лит.:Обработка металлов давлением, М., 1961; Ковка и объемная штамповка стали. Справочник, под ред. М. В. Сторожева, 2 изд., т. 1, М., 1967. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98, 99, 100, 101, 102, 103, 104, 105, 106, 107, 108, 109, 110, 111, 112, 113, 114, 115, 116, 117, 118, 119, 120, 121, 122, 123, 124, 125, 126, 127, 128, 129, 130, 131, 132, 133, 134, 135, 136, 137, 138, 139, 140, 141, 142, 143, 144, 145, 146, 147, 148, 149, 150, 151, 152, 153, 154, 155, 156, 157, 158, 159, 160, 161, 162, 163, 164, 165, 166, 167, 168, 169, 170, 171, 172, 173, 174, 175, 176, 177, 178, 179, 180, 181, 182, 183, 184, 185, 186, 187, 188, 189, 190, 191, 192, 193, 194, 195, 196, 197, 198, 199, 200, 201, 202, 203, 204, 205, 206, 207, 208, 209, 210, 211, 212, 213, 214, 215, 216, 217, 218, 219, 220, 221, 222, 223, 224, 225, 226, 227, 228, 229, 230, 231, 232, 233, 234, 235, 236, 237, 238, 239, 240, 241, 242, 243, 244, 245, 246, 247, 248, 249, 250, 251, 252, 253, 254, 255, 256, 257, 258, 259, 260, 261, 262, 263, 264, 265, 266, 267, 268, 269, 270, 271, 272, 273, 274, 275, 276, 277, 278, 279, 280, 281, 282, 283, 284, 285, 286, 287, 288, 289, 290, 291, 292, 293, 294, 295, 296, 297, 298, 299, 300, 301, 302, 303, 304, 305, 306, 307, 308, 309, 310, 311, 312, 313, 314 |