 |
|
���������� ������:: ��� :: ���� ��������� :: ������ ����� ���� :: ������ ����� :: ������� ���� :: ������ ������� �������� :: �������� ����� :: ������� ������ :: ����� ����� �������� :: ������� ��� ���������� ���������� �����:: The Boarding House :: �������� ������ :: ����� ����� :: 200 �� ������. � ���������-���������� ����� :: ������� ������� ����������, ��� ������ :: ���������� �� ������� Windows XP :: ������ ��� ������� ������������� ����� :: ���� ��� :: ������� ������� :: ������ ����� |
������� ��������� ������������ (��)ModernLib.Net / ������������ / ��� / ������� ��������� ������������ (��) - ������ (���. 189)
Колчаковским войскам было нанесено решающее поражение. Советские войска преследовали деморализованного противника, отходившего в глубь территории. В результате последовавших затем Златоустовской, Екатеринбургской и Челябинской операций к началу августа весь Урал был освобожден.
Лит.:История гражданской войны в СССР, т. 4, М., 1959; Эйхе Г. Х., Уфимская авантюра Колчака, М., 1960; Болтин Е. А., Контрнаступление Южной группы Восточного фронта и разгром Колчака (1919), М., 1949. 
Боевые действия на Восточном фронте в марте - июне 1919 г. Контрнаступление под Курском 1943 Контрнаступле'ние под Ку'рском 1943,наступательные боевые действия советских войск с 12 июля по 23 августа 1943 по разгрому немецко-фашистской группировки войск в ходе Курской битвы 1943. Контрнаступление под Москвой 1941-42 Контрнаступле'ние под Москво'й 1941-42,наступательные боевые действия советских войск с 5-6 декабря 1941 по 20 апреля 1942 по разгрому немецко-фашистской группировки войск в ходе Московской битвы 1941-42. Контрнаступление под Сталинградом 1942-43 Контрнаступле'ние под Сталингра'дом 1942-43,наступательные боевые действия советских войск с 19 ноября1942 по 2 февраля 1943 по разгрому немецко-фашистских группировки войск в ходе Сталинградской битвы 1942-43. Контроверза Контрове'рза,контроверса (франц. controverse, от лат. controversia - спор), разногласие, расхождение, спор; спорный вопрос. Контроктава Контрокта'ва(от контр...и октава ) ,в музыке один из участков звуковой шкалы. См. Октава. Контролирующая обучающая машина Контроли'рующая обуча'ющая маши'на,устройство, посредством которого проверяют знания учащихся либо контролируют процесс усвоения ими определённого задания. См. Обучающая машина. Контроллер Контро'ллер(англ. controller, буквально - управитель), электрический аппарат низкого напряжения, предназначенный для пуска, регулирования скорости, реверсирования и электрического торможения электродвигателей постоянного и переменного тока. Посредством К. изменяют электрическое сопротивление в цепи управления, схемы соединений силовых цепей и цепей возбуждения электродвигателей. Управление К. производится обычно вручную рукояткой или маховичком; для дистанционного управления применяют сервомоторы. Конструктивно К. представляют собой многоступенчатые плоские, барабанные или кулачковые контактные переключатели. Плоские К. применяют главным образом там, где требуется большое число ступеней переключения, - для пуска и регулирования электродвигателей мощностью до 30-40 квт.Барабанные К. чаще других применяют для непосредственного управления электродвигателями мощностью 45 квтпостоянного и 75 квтпеременного тока. При вращении барабана медные сегментные контакты соприкасаются с неподвижными, образуя различные схемы соединения в цепях управления электродвигателя. Для управления более мощными электродвигателями с большим числом включений (до 600 в час) более надёжными оказываются кулачковые К. с перекатывающимися контактами, которые по сравнению со скользящими имеют значительно большую износостойкость. Лит.:Бабиков М. А., Электрические аппараты, ч. 2, М.- Л., 1956; Чунихин А. А., Электрические аппараты, М., 1967. В. К. Иванов. Контроль Контро'ль(франц. contrфle, от contrerфle - список, ведущийся в двух экземплярах), проверка чего-либо, например выполнения законов, планов, решений (см. Государственный контроль ) .К. в технике см. Контроль автоматический, Контроль активный. Контроль автоматический Контро'ль автомати'ческийв машиностроении, процесс контроля размеров деталей машин, при котором действия оператора полностью или частично заменены действиями механизмов измерительных устройств. Цель К. а. - сокращение времени, затрачиваемого на контроль, устранение субъективности оценки качества. Основная операции К. а.: загрузка деталей, установка их на контрольные позиции, контроль и разделение деталей на годные и бракованные. По степени автоматизации различают К. а., осуществляемый автоматами (процесс автоматизирован полностью), полуавтоматами (автоматизирована одна или несколько операций), контрольными приспособлениями. К. а. применяют для измерения одного параметра и одновременной или последовательной проверки нескольких параметров одной детали. Иногда к К. а. относят контроль активный.По назначению (в зависимости от числа групп деталей после контроля) различают две группы К. а. К первой группе относят К. а., при котором в пределах допуска выделяется только одна группа годных деталей, остальные детали (одна или две группы) - бракованные. Из бракованных выделяют детали, которые можно исправить (например, диаметр вала больше допустимого) и которые нельзя исправить (например, диаметр вала меньше допустимого). Такой контроль обычно осуществляют на контрольных автоматах или полуавтоматах, основное назначение которых - приёмка готовой продукции вместо оператора-контролёра. Ко второй группе относят К. а., при котором в пределах допуска выделяют несколько групп годных деталей, используемых при селективной сборке машин.Для такого контроля предназначаются контрольные автоматы или полуавтоматы; их основное назначение - облегчение технологического процесса изготовления. К. а., при котором осуществляют только рассортировку деталей на годные и бракованные, часто называют пассивным в отличие от активного контроля, который влияет на изменение режимов обработки или определяет конец обработки. Наибольшее распространение имеет К. а. второй группы, т. к. он позволяет упростить процесс изготовления деталей и удешевить производство. Это достигают изготовлением деталей по расширенным допускам, а точное сопряжение деталей при сборке обеспечивают соединением деталей из соответствующих размерных групп. Такой К. а. характерен для массового производства, когда оказывается экономически нецелесообразным изготовлять детали с малыми допусками (подшипниковая, автотракторная и некоторые др. отрасли промышленности). К. а. первой группы распространён меньше, т. к. предусматривает проверку всех изделий, что часто является экономически нецелесообразным и технически необоснованным. Однако этот вид К. а. эффективен в некоторых случаях, например при неустойчивом технологическом процессе, который практически не поддаётся регулированию, поэтому возможно появление брака в любой момент обработки, и в др. случаях. К. а. осуществляется различными контрольно-измерительными средствами,выбор которых определяется номенклатурой проверяемых изделий и требованиями технологии. Экономическая эффективность К. а. зависит от конкретных условий производства. При стабильном и хорошо налаженном технологическом процессе требуется только выборочный контроль изделий через заданный промежуток времени или после изготовления партии деталей. Наиболее эффективно при К. а. применение приборов активного контроля, средств измерений, которые могут работать со счётно-решающими устройствами, выдающими усреднённые показатели состояния технологического процесса за определённый промежуток времени, а также измерительных устройств с периодической самопроверкой и корректировкой точности. Лит.:Кондашевский В. В., Автоматический контроль размеров деталей в процессе обработки, М., 1951; Волосов С С., Педь Е. И., Приборы для автоматического контроля в машиностроении, М., 1970. Н. Н. Марков. Контроль активный Контро'ль акти'вный,контроль деталей непосредственно в процессе обработки на станке или вне станка, дающий информацию о необходимости изменения режимов обработки или подналадки станка (изменение положения между инструментом и деталью). Название «активный» этот вид контроля получил по степени участия в технологическом процессе обработки. К. а. применяется главным образом при окончательной обработке деталей на шифовальных, хонинговальных станках. Отдельно выделяется подналадочный К. а., при котором измерительная информация, основанная на результатах измерения окончательно обработанной детали или группы деталей вне станка, используется для автоматической подналадки или остановки станка. Устройства для подналадочного К. а. иногда выполняют функции контрольных автоматов (см. Контроль автоматический ) . К. а. может осуществляться методом косвенных измерений, когда контролируется положение элементов станка (шлифовального круга, суппорта и т. д.), определяющих размер детали, и чаще методом прямых измерений, когда контролируют непосредственно деталь. К. а. может быть ручным, при котором рабочий управляет режимами и остановкой станка при наблюдении за показаниями прибора, измеряющего детали в процессе обработки, или автоматическим, когда управление станком осуществляется с помощью команд, выдаваемых установленным на станке или вне станка прибором. Приборы К. а. разделяют на командные, сигнал которых поступает в систему автоматического управления станком ( рис. 1 ), показывающие ( рис. 2 ), сигнальные и сигнально-показывающие, которые позволяют оператору использовать информацию прибора для ручного управления станком. Командные приборы могут иметь отсчётные или сигнальные устройства. По способу установки измерительных элементов на станке приборы К. а. разделяются на приборы с навесной скобой (см. рис. 2 ), которые обычно устанавливаются на деталь и снимаются с неё оператором, и с настольной скобой (см. рис. 1 ), которые устанавливаются на детали и снимаются с неё автоматически. По принципу действия приборы К. а. могут быть механические (например, с использованием индикатора часового типа), пневматические, индуктивными и ёмкостными. В СССР наиболее распространены пневматические приборы. Настройку приборов производят по образцовой детали. Особую группу приборов К. а. составляют приборы для сопряжённого шлифования ( рис. 3 ), с помощью которых можно измерять вал в процессе его обработки и выключать станок, когда вал достигнет размера, обеспечивающего требуемый зазор или натяг с заранее обработанным отверстием (например, обработка шпинделя по отверстию в передней бабке станка). К. а. осуществляют главным образом в массовом и крупносерийном производстве. Иногда целесообразно применять К. а. при обработке небольших партий деталей (до 10 штук). Применение К. а. позволяет повысить производительность труда, улучшить качество обработки, вести одновременное обслуживание нескольких станков, получать высокую точность деталей, использовать на этих работах операторов относительно невысокой квалификации. Перспективным является создание приборов К. а., работающих без настройки по образцовым деталям, с автоматической подналадкой уровня настройки, устанавливающих оптимальный режим производственного процесса, и расширение области применения К. а. на всех видах обрабатывающих станков. Лит.:Кондашевский В. В., Автоматический контроль размеров деталей в процессе обработки, М., 1951; Волосов С. С., Основа точности активного контроля размеров, 2 изд., М., 1969; Активный контроль в машиностроении, под ред. Е И. Педь, М., 1971. Н. М. Марков. 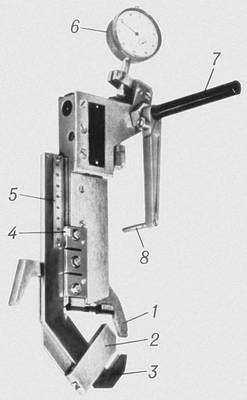
Рис. 2. Показывающий прибор активного контроля с навесной скобой: 1, 3 - регулируемые контакты; 2 - контролируемая деталь; 4 - указатель; 5 - шкала для предварительной настройки на размер; 6 - индикатор; 7 - кронштейн; 8 - ограничитель. 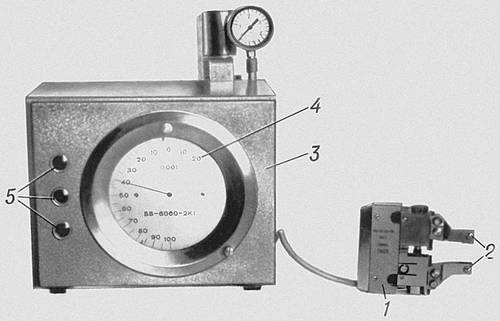
Рис. 1. Командный прибор активного контроля с настольной скобой: 1 - скоба; 2 - измерительные наконечники; 3 - отсчётно-командное устройство; 4 - шкала отсчётного устройства; 5 - сигнальные лампы указания режимов работы. 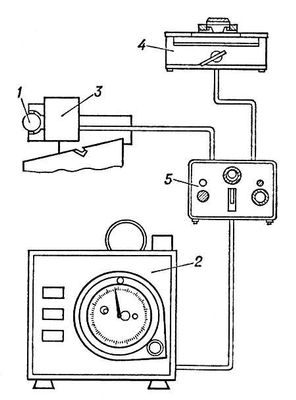
Рис. 3. Схема прибора активного контроля для сопряженного шлифования: 1 - обрабатываемая деталь; 2 - отсчётно-командное устройство; 3 - скоба для измерения диаметра вала в процессе обработки; 4 - измерительное устройство для определения диаметра отверстия, под которое обрабатывается вал; 5 - переключатель для подключения в отсчётно-командное устройство скобы (3) и измерительного устройства или совместного их включения. Контроль государственный Контро'ль госуда'рственный,см. Государственный контроль. Контроль качества продукции Контро'ль ка'чества проду'кции,см. в ст. Качество продукции. Контроль народный Контро'ль наро'дный,в СССР система контроля, возглавляемая Комитетом народного контроля СССР. К. н. осуществляется за работой аппарата советского государственного управления и его должностных лиц, должностных лиц колхозов и иных кооперативных и общественных организаций в форме систематической проверки хода выполнения государственных планов, правильности и экономности расходования трудовых, материальных ресурсов и денежных средств, совершенствования и удешевления аппарата управления, обеспечения соблюдения государственной дисциплины и законности. В соответствии с Программой КПСС 1961 К. н. построен на сочетании государственного контроля с общественной инспекцией на местах, т. е. в деятельности его органов переплетаются государственные и общественные начала; наряду со штатным аппаратом создаются нештатные отделы по отраслям хозяйства, науки и культуры, постоянные и временные комиссии, в которых работают общественники; меры общественного воздействия (предупреждение, обсуждение материалов о проступках на собраниях коллективов трудящихся, общественных организаций) сочетаются с мерами государственного воздействия на нарушителей государственной дисциплины (наложение денежного начёта, отстранение от должности и др.). Комитеты К. н. создаются в союзных и автономных республиках, краях и областях, в автономных областях организуются также окружные, городские и районные комитеты, группы и посты народного контроля при сельских и поселковых Советах депутатов трудящихся, на предприятиях, в колхозах, учреждениях и воинских частях. По способам образования, составу, формам и методам деятельности К. н. глубоко демократичен: например, члены групп и постов избираются на собраниях коллективов трудящихся, местные комитеты К. н. образуются на сессиях соответствующих Советов депутатов трудящихся. В органы К. н. избираются рабочие, колхозники, служащие, пенсионеры, домашние хозяйки; коммунисты и беспартийные; представители общественных организаций - партийных, профсоюзных, комсомольских и др. Положение об органах народного контроля в СССР утверждено Советом Министров СССР в декабре 1968 (СП СССР, 1969, № 1, ст. 2). Е. В. Шорина. Контроль обегающий Контро'ль обега'ющий,вид контроля автоматического,при котором одно измерительное устройство поочерёдно подключается к датчикам каждой из контролируемых величин. При К. о. входной переключатель (обычно с программным управлением) последовательно соединяет датчики с общим узлом контроля, который сравнивает полученные значения параметра с заданными с целью обнаружения отклонений (часто как верхнего, так и нижнего значений), производит цифровые преобразования приходящих сигналов и обработку поступающей информации. Во многих случаях при К. о. отклонения в верхних и нижних зонах дополнительно подразделяют на нежелательные и недопустимые. Число точек контроля достигает нескольких тысяч; скорость обегания определяется динамическими характеристиками контролируемого процесса, техническими возможностями входного переключателя и системы обработки данных. Сигналы (результаты) К. о. могут направляться на общий выходной узел (с индикацией номера контролируемого параметра) или к индивидуальным выходным узлам через переключатель, работающий синфазно с входным переключателем. К. о. применяется при комплексной автоматизации технологических процессов, в системах телеизмерения и т. п. Контроль ЦВМ Контро'ль ЦВМ,обнаружение ошибок в работе вычислительной машины и определение неисправных элементов и устройств. Относительно процесса решения задачи различают предварительный и текущий К. ЦВМ; по способу осуществления различают два основных вида К. ЦВМ программный и аппаратный. Программный К. ЦВМ заключается в том, что работа каждого из узлов машины подвергается проверке с помощью испытательных программ: контрольных - для обнаружения факта неисправности, диагностический - для нахождения места неисправности. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98, 99, 100, 101, 102, 103, 104, 105, 106, 107, 108, 109, 110, 111, 112, 113, 114, 115, 116, 117, 118, 119, 120, 121, 122, 123, 124, 125, 126, 127, 128, 129, 130, 131, 132, 133, 134, 135, 136, 137, 138, 139, 140, 141, 142, 143, 144, 145, 146, 147, 148, 149, 150, 151, 152, 153, 154, 155, 156, 157, 158, 159, 160, 161, 162, 163, 164, 165, 166, 167, 168, 169, 170, 171, 172, 173, 174, 175, 176, 177, 178, 179, 180, 181, 182, 183, 184, 185, 186, 187, 188, 189, 190, 191, 192, 193, 194, 195, 196, 197, 198, 199, 200, 201, 202, 203, 204, 205, 206, 207, 208, 209, 210, 211, 212, 213, 214, 215, 216, 217, 218, 219, 220, 221, 222, 223, 224, 225, 226, 227, 228, 229, 230, 231, 232, 233, 234, 235, 236, 237, 238, 239, 240, 241, 242, 243, 244, 245, 246, 247, 248, 249, 250, 251, 252, 253, 254, 255, 256, 257, 258, 259, 260, 261, 262, 263, 264, 265, 266, 267, 268, 269, 270, 271, 272, 273, 274, 275, 276, 277, 278, 279, 280, 281, 282, 283, 284, 285, 286, 287, 288, 289, 290, 291, 292, 293, 294, 295, 296, 297, 298, 299, 300, 301, 302, 303, 304, 305, 306, 307, 308, 309, 310, 311, 312, 313, 314 |