 |
|
���������� ������:: ������ ����� ���� :: ���� ��������� :: ������ ����� :: �������� ����� :: ����� ����� �������� :: ������� ������ :: ������� ��� ���������� :: ������ ������� �������� :: ������ ������� :: ���������� ���������� ���������� ���������� �����:: ���� (����� 1-3) :: ���������� �� ������� Windows XP :: The Boarding House :: ������� :: �������� ���� :: �� ���� :: After The Race :: ���� ������ ��, ��� ��������� :: ����� �� ���� ����� :: �������� �� ������� ������� |
������� ��������� ������������ (��)ModernLib.Net / ������������ / ��� / ������� ��������� ������������ (��) - ������ (���. 140)
На К. с несущими цепями грузы устанавливаются непосредственно на тяговые цепи, скользящие в неподвижных направляющих. На К. с ведущими цепями грузы передвигаются по неподвижным опорным путям, непосредственно по полу цеха или имеют собственный колесный или гусеничный ход. В массовом и серийном производстве на сборочных работах применяют так называемые тележечные конвейеры. Они представляют собой тележки, соединенные тяговой цепью и движущиеся по замкнутой трассе. На тележках выполняют основные процессы литейного производства (формовку, заливку, охлаждение) или сборку машин и узлов.
Подвесные К. с цепным тяговым органом служат для непрерывного (реже периодического) перемещения штучных грузов. Трасса таких К. обычно пространственная замкнутая, имеет сложный контур. Подвесные К. делят на 3 группы: грузонесущие (каретки для груза постоянно соединены с тяговым органом); тянущие (каретки также постоянно соединены с тяговым органом и имеют крюки для присоединения тележек, перемещающихся по полу цеха или склада); толкающие (каретки не связаны постоянно с тяговым органом и передвигаются по подвесным путям). Применение подвесных К. позволяет решить проблемы комплексной механизации и автоматизации погрузочно-разгрузочных и складских работ на стыке внутрицехового, внутризаводского и магистрального транспорта. Значительная роль им отводится и в создании полностью автоматизированных складов. Винтовые К. служат для перемещения пылевидных и мелкокусковых грузов в горизонтальной или наклонной (до 20°) плоскостях, реже в вертикальной плоскости (К. с быстро вращающимися винтами). К. имеет металлический закрытый жёлоб, внутри которого вращается вал с лопастями, расположенными по винтовой линии. Лопасти могут быть сплошными (для легкосыпучих грузов), ленточными (для влажных и кусковых грузов) и в виде отдельно укрепленных на валу лопаток (для липких и слеживающихся грузов). При вращении винта лопасти проталкивают груз вдоль желоба. Винтовые К. состоят из секций длиной 2-4 м,общая длина К. не превышает обычно 60 м,диаметр жёлоба 100-600 мм.Винтовые К. просты по конструкции, удобны в эксплуатации, особенно при транспортировке пылящих грузов. Однако лопасти и жёлоб К. сравнительно быстро изнашиваются, груз измельчается и истирается, кроме того, требуется повышенный расход энергии. Роликовые К. служат для перемещения штучных грузов с плоской, ребристой или цилиндрической поверхностью. На неподвижных осях рамы К. в подшипниках вращаются ролики. Длина ролика должна быть несколько больше ширины или диаметра груза, а расстояние между роликами несколько меньше половины длины груза. Мелкие грузы со сложной конфигурацией перемещают на таком К. в ящиках пли на поддонах. Роликовые К. бывают 2 типов: гравитационные и приводные. В гравитационных К., устанавливаемых с уклоном в 2-5°, ролики свободно вращаются под действием силы тяжести перемещаемого груза. В приводных К. ролики имеют групповой привод от двигателя. Такие К. применяют, когда нужно обеспечить постоянную скорость движения грузов, перемещать их в строго горизонтальной плоскости или поднимать под некоторым углом. Роликовый К. состоит из секций, каждая длиной 2-3 м.В зависимости от конфигурации трасса может включать в себя криволинейные и откидные секции, поворотные круги и стрелочные переводы и т.д. Инерционные К. служат для транспортирования сыпучих, реже мелких штучных грузов на сравнительно короткие расстояния в горизонтальном или наклонном (до 20°) направлениях. В инерционных К. частицы груза скользят по грузонесущему органу или совершают полёты в пространстве под действием силы инерции. Инерционные К. делятся на 2 группы: качающиеся, характеризующиеся значительными амплитудами и малой частотой колебаний, и вибрационные - с малой амплитудой и большой частотой колебаний. В простейшем качающемся К. жёлоб находится на упругих стойках, жестко закрепленных на опорной раме под некоторым углом к вертикали. Кривошипный механизм с приводом от электродвигателя сообщает желобу переменные по направлению движения. Желоб при движении вперед немного поднимается, а при движении назад опускается (качается). При этом меняется давление груза на желоб. При движении жёлоба назад груз скользит по нему вперёд, продвигаясь на некоторое расстояние. На вибрационном К. грузу сообщаются несимметричные колебания. В результате плавного движения трубы К. вверх и резкого движения вниз происходит отрыв частиц груза от поверхности трубы и перемещение их вдоль неё. В зависимости от диаметра жёлоба - 350, 500 и 750 мм -производительность вибрационных К. соответственно составляет 50, 75 и 150 т/ч.Наиболее высокая возможная производительность 400 т/ч,наибольшая длина - 100 м.Специальные типы вибрационных К. применяют также для перемещения грузов вверх (см. Вибрационный транспорт ) . Технико-экономическая характеристика.Эффективность использования К. в технологическом процессе любого производства зависит от того, насколько тип и параметры выбранного К. соответствуют свойствам груза и условиям, в которых протекает технологический процесс. К таким условиям относятся: производительность, длина транспортирования, форма трассы и направление перемещения (горизонтальное, наклонное, вертикальное, комбинированное); условия загрузки и разгрузки К.; размеры груза, его форма, удельная плотность, абразивность, кусковатость, влажность, температура и пр.; ритм и интенсивность подачи, а также различные местные факторы. Производительность Qлюбого К. при перемещении штучных грузов массой G кгсо скоростью u м/секопределяется по формуле:
где а -расстояние между грузами на К. в м.При перемещении сыпучих или жидких грузов
где y - коэффициент степени заполнения ёмкости грузом; l- объём ёмкости в л, в которой перемещается груз; g - объёмная масса в т/м 3 ; u -скорость в м/сек; а -расстояние между ёмкостями на К. в м.При перемещении сыпучих грузов непрерывным потоком: Q=3,6q· uили Q=3600F · u ·g м/ч,где q -удельная нагрузка в кг/м; F -сечение потока в м 2 , u- скорость в м/сек. Приведённые выражения показывают, что как производительность К., так и определяющие её параметры ( u, а, Fи др.) не зависят от расстояния, на которое перемещается груз. В этом состоит основное преимущество машин непрерывного действия, к которым относятся К., перед машинами цикличного действия (например, подъёмными кранами,автомашинами, вагонетками и др.). Степень технического совершенства К. определяется удельным расходом мощности K N:
K
N=
где N q-мощность в квт; Q -производительность в т/ч. Высокая производительность, простота конструкции и сравнительно невысокая стоимость, возможность выполнения на К. различных технологических операций, невысокая трудоёмкость работ, обеспечение безопасности труда, улучшение его условий - всё это обусловило широкое применение К. во всех областях народного хозяйства: в чёрной и цветной металлургии, машиностроении, горной, химической, пищевой и др. отраслях промышленности. В промышленном производстве К. являются неотъемлемой составной частью технологического процесса. К. позволяют устанавливать и регулировать темп производства, обеспечивать его ритмичность. Являясь основным средством комплексной механизации и автоматизации транспортных и погрузо-разгрузочных процессов, и поточных технологических операций, К. вместе с тем освобождают рабочих от тяжелых и трудоемких транспортных и погрузочно-разгрузочных работ, делают их труд более производительным. Широкая конвейеризация составляет одну из характерных черт развитого промышленного производства. Это объясняется тем, что внедрение загрузочных и разгрузочных, дозировочных, счетных и взвешивающих автоматов, автоматических очищающих и смазывающих устройств, разнообразной контрольной, защитной и блокировочной аппаратуры, средства автоматического управления невозможно без применения К. как одной из основных машин, комплектующих систему автоматизированного производства. О применении К. см. также в статьях Механизация производства, Автоматизация производства, Конвейерная сборка, Пневматический транспорт.
Лит.:Зенков Р. Л., Петров М. М., Конвейеры большой мощности, М., 1964; Спиваковский А. О., Потапов М. Г., Котов М. А., Карьерный конвейерный транспорт, М., 1965; Транспортирующие и перегрузочные машины для комплексной механизации пищевых производств, под ред. А. Я. Соколова, М., 1964; Спиваковский А. О., Дьячков В. Н., Транспортирующие машины, 2 изд., М., 1968. Э. И. Ридель. 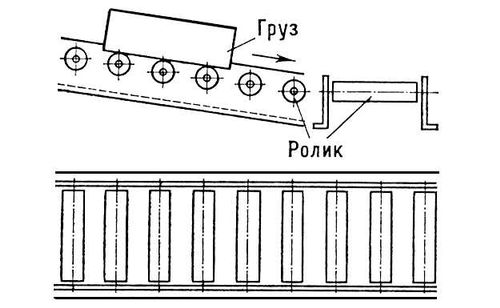
Рис. 4. Схема роликового конвейера. 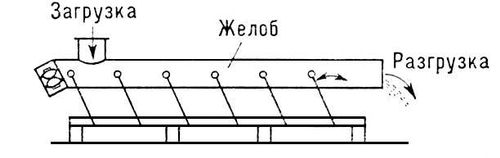
Рис. 5. Схема качающегося конвейера. 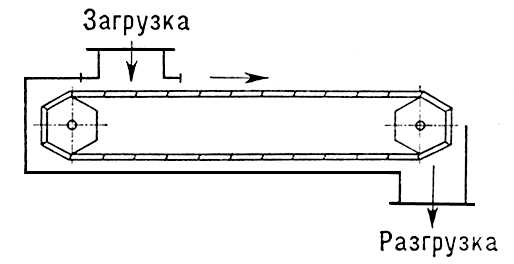
Рис. 2. Схема пластинчатого конвейера. 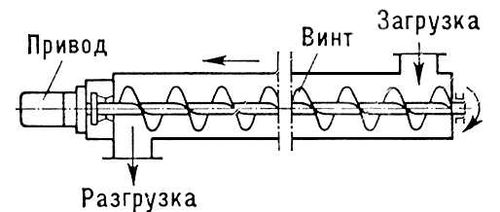
Рис. 3. Схема винтового конвейера. 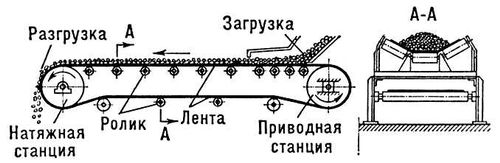
Рис. 1. Схема ленточного конвейера с лентой желобчатой формы. Конвейерная печь Конве'йерная печь,промышленная печь, в которой изделия в процессе нагрева перемещаются от загрузочного отверстия к выгрузочному на конвейере. К. п. применяют для нагрева металлических изделий перед обработкой давлением и при термической обработке, для сушки литейных форм и др. По конструкции К. п. подразделяют на печи с подподовым, подовым и надподовым конвейером (). В К. п. с подподовым конвейером цепи конвейера расположены в каналах пода, а в рабочем пространстве печи находятся только несущие элементы, на которые укладывают изделия. Цепи работают при более низкой температуре, чем температура нагрева изделий. В этих К. п. нагревают листовой металл до 900 °С. Длина печи не превышает 25 м.Цепи подового конвейера расположены в рабочем пространстве печи и их температура равна температуре нагрева изделий. При длине 15-20 мК. п. с подовым конвейером применяют для нагрева изделий до 600 °С, а при длине менее 5 м -до 800 °С. В таких К. п. проводят термическую обработку рельсов и нагревают изделия из цветных металлов. Цепь надподового конвейера расположена над рабочим пространством печи. В своде печи предусматривают щель, через которую в рабочее пространство вводят подвески с несущими элементами. К. п. с надподовым конвейером применяют для обжига эмали при производстве посуды, корпусов холодильников и др. (см. Проходные печи ) .К. п. обогревают газом, жидким топливом и электрическими нагревателями сопротивления. Лит.:Справочник конструктора печей прокатного производства, под ред. В. М. Тымчака, М., 1970, гл. 25. В. М. Тымчак. 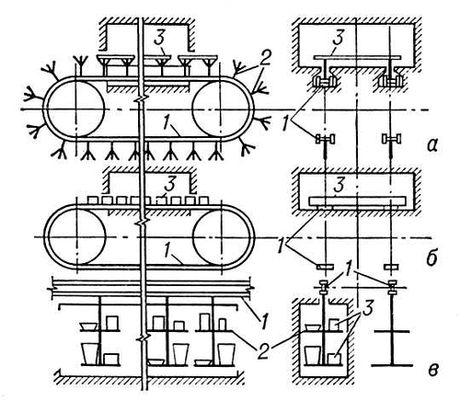
Схемы конвейерной печи: а - с подподовым конвейером; б - с подовым конвейером; в - с надподовым конвейером; 1 - цепь конвейера; 2 - несущий элемент; 3 - нагреваемое изделие. Конвейерная сборка Конве'йерная сбо'рка,сборка изделий с непрерывным или периодическим их движением, осуществляемым принудительно на конвейере.К К. с. относится также сборка изделий, установленных на специальной площадке, платформе или тележке, которые двигаются с одинаковой скоростью непрерывно или с периодическими остановками. К. с. осуществляется в поточном производстве и имеет целью снижение трудоёмкости процесса сборки, облегчение условий труда и обеспечение ритмичности производства. К. с. требует строгого расчленения сборочного процесса на отд. элементы (операции). Каждая операция выполняется одним рабочим или автоматически. В последнем случае в функции рабочего входят только контроль и управление сборочным автоматом.Движение конвейера при К. с. - непрерывное или прерывистое - определяется производительностью, временем, затрачиваемым на одну операцию, характером собираемого изделия и условиями производства. Так, в станкостроении при времени выхода со сборки двух смежных готовых изделий (темпе производства) от 0,3 до 2 чприменяется прерывистое движение, при темпе менее 0,3 ч- непрерывное движение собираемого изделия. При периодическом движении конвейера сборочная операция производится в момент его остановки. Точный принудительный темп К. с. является организующим фактором всей работы предприятия. К. с. распространена в крупносерийном и массовом производствах (автомобиле- и тракторостроение, часовое производство и т.п.), а также в серийном производстве (например, станкостроение). С. И. Шапиро. Конвективный теплообмен Конвекти'вный теплообме'н,процесс переноса тепла, происходящий в движущихся текучих средах (жидкостях либо газах) и обусловленный совместным действием двух механизмов переноса тепла - собственно конвективного переноса и теплопроводности.Таким образом, в случае К. т. распространение тепла в пространстве осуществляется за счёт переноса тепла при перемещении текучей среды из области с более высокой температурой в область с меньшей температурой, а также за счёт теплового движения микрочастиц и обмена кинетической энергией между ними. В связи с тем, что для неэлектропроводных сред интенсивность конвективного переноса очень велика по сравнению с теплопроводностью, последняя при ламинарном течении играет роль лишь для переноса тепла в направлении, поперечном течению среды. Роль теплопроводности при К. т. более значительна при движении электропроводных сред (например, жидких металлов). В этом случае теплопроводность существенно влияет и на перенос тепла в направлении движения жидкости. При турбулентном течении основную роль в процессе переноса тепла поперек потока играет пульсационное перемещение турбулентных вихрей поперек течения жидкости. Участие теплопроводности в процессах К. т. приводит к тому, что на эти процессы оказывают существенное влияние теплофизические свойства среды: коэффициент теплопроводности, теплоёмкость , плотность. В связи с тем, что в процессах К. т. важную роль играет конвективный перенос, эти процессы должны в значительной мере зависеть от характера движения жидкости, то есть от значения и направления скорости среды, от распределения скоростей в потоке, от режима движения жидкости (ламинарное течение либо турбулентное). При больших (сверхзвуковых) скоростях движения газа на процессы К. т. начинает влиять распределение давления в потоке. Если движение жидкости обусловлено действием некоторого внешнего побудителя (насоса, вентилятора, компрессора и т.п.), то такое движение называют вынужденным, а происходящий при этом процесс К. т. - вынужденной конвекцией. Если движение жидкости вызвано наличием неоднородного поля температуры, а следовательно, и неоднородной плотности в среде, то такое движение называют свободным или естественным, а процесс К. т. - свободной или естественной конвекцией. На практике встречаются и такие случаи, когда приходится учитывать как вынужденную, так и свободную конвекцию. Наиболее интересным с точки зрения технических приложений случаем К. т. является конвективная теплоотдача, то есть процесс двух К. т., протекающий на границе раздела двух фаз (твердой и жидкой, твердой и газообразной, жидкой и газообразной). При этом задача расчета состоит в нахождении плотности теплового потока на границе раздела фаз, то есть величины, показывающей, какое количество тепла получает или отдает единица поверхности раздела фаз за единицу времени. Помимо указанных выше факторов, влияющих на процесс К. т., плотность теплового потока зависит также от формы и размеров тела, от степени шероховатости поверхности, а также от температур поверхности и теплоотдающей или тепловоспринимающей среды. Для описания конвективной теплоотдачи используется формула: q cт= a( Т 0-Т ст) , где q cт -плотность теплового потока на поверхности, вт/м 2;a -коэффициент теплоотдачи, вт/(м 2·°С); T 0и Т ст- температуры среды (жидкости или газа) и поверхности соответственно. Величину T 0- Т стчасто обозначают D Ти называется температурным напором.Коэффициент теплоотдачи a характеризует интенсивность процесса теплоотдачи; он возрастает при увеличении скорости движения среды и при переходе от ламинарного режима движения к турбулентному в связи с интенсификацией конвективного переноса. Он также всегда больше для тех сред, у которых выше коэффициент теплопроводности. Коэффициент теплоотдачи существенно повышается, если на поверхности происходит фазовый переход (например, испарение или конденсация), всегда сопровождающийся выделением (поглощением) скрытой теплоты. На значение коэффициент теплоотдачи сильное влияние оказывает массообмен на поверхности. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98, 99, 100, 101, 102, 103, 104, 105, 106, 107, 108, 109, 110, 111, 112, 113, 114, 115, 116, 117, 118, 119, 120, 121, 122, 123, 124, 125, 126, 127, 128, 129, 130, 131, 132, 133, 134, 135, 136, 137, 138, 139, 140, 141, 142, 143, 144, 145, 146, 147, 148, 149, 150, 151, 152, 153, 154, 155, 156, 157, 158, 159, 160, 161, 162, 163, 164, 165, 166, 167, 168, 169, 170, 171, 172, 173, 174, 175, 176, 177, 178, 179, 180, 181, 182, 183, 184, 185, 186, 187, 188, 189, 190, 191, 192, 193, 194, 195, 196, 197, 198, 199, 200, 201, 202, 203, 204, 205, 206, 207, 208, 209, 210, 211, 212, 213, 214, 215, 216, 217, 218, 219, 220, 221, 222, 223, 224, 225, 226, 227, 228, 229, 230, 231, 232, 233, 234, 235, 236, 237, 238, 239, 240, 241, 242, 243, 244, 245, 246, 247, 248, 249, 250, 251, 252, 253, 254, 255, 256, 257, 258, 259, 260, 261, 262, 263, 264, 265, 266, 267, 268, 269, 270, 271, 272, 273, 274, 275, 276, 277, 278, 279, 280, 281, 282, 283, 284, 285, 286, 287, 288, 289, 290, 291, 292, 293, 294, 295, 296, 297, 298, 299, 300, 301, 302, 303, 304, 305, 306, 307, 308, 309, 310, 311, 312, 313, 314 |
 т/ч,
т/ч,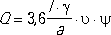 т/ч,
т/ч, (
квт·
ч)
/т,
(
квт·
ч)
/т,