 |
|
���������� ������:: ������� ������ :: ����� ��� :: ������ ������ ����� :: �������� ������ ������� :: ������� ������ :: ���� ����� ����� :: �������� ��� ������ :: ������ ������� ��������� :: ��� :: ����� ���� ���������� �����:: ���������� �� ������� Windows XP :: ��������� ��������� :: ����������� ��� :: ������� ������ :: ����� ���� :: ������� :: ��������� ������ :: ������ ������ :: � ������� � ������� �������������� ����� �� ������������� �������� ������ � ������ :: ������ ����� |
������� ��������� ������������ (��)ModernLib.Net / ������������ / ��� / ������� ��������� ������������ (��) - ������ (���. 61)
Способ получения продукции непосредственно из жидкого металла (так называемая бесслитковая прокатка ) был предложен в 1855 Г. Бессемером . Экспериментальные работы, проведённые в этой области в ряде стран, не дали положительных результатов. Более перспективным оказался способ получения из жидкого металла не готового изделия, а промежуточной заготовки с размерами, как правило, меньшими, чем при отливке в изложницу. В 30-х гг. 20 в. начало развиваться непрерывное литьё через водоохлаждаемую изложницу-кристаллизатор заготовок из цветных металлов и сплавов, главным образом алюминиевых и медных. Стальные заготовки таким методом были впервые получены З. Юнгансом (Германия) в 1939. В СССР работы по освоению Н. р. с. были начаты в 1944, а в 1955 на Горьковском заводе «Красное Сормово» введена в эксплуатацию первая промышленная установка Н. р. с. (УНРС). В 1973 в СССР на 21 заводе имелось 36 УНРС; во всём мире работает свыше 500 УНРС (1973). Кроме СССР, большое распространение этот способ получил в США, Японии, ФРГ и Италии. При Н. р. с. жидкий металл поступает в сквозную изложницу-кристаллизатор ( рис. 1 ). Стенки кристаллизатора (изготовляемого обычно из меди) интенсивно охлаждаются водой, циркулирующей по имеющимся в них каналам. В начале процесса в кристаллизатор вводится временное дно - так называемая затравка. Металл затвердевает у стенок кристаллизатора и у затравки, и оболочка заготовки начинает извлекаться из кристаллизатора с заданной скоростью. Сверху в кристаллизатор непрерывно подаётся жидкий металл в таком количестве, чтобы его уровень был постоянным в процессе всей разливки. Для уменьшения усилий вытягивания кристаллизатору сообщается возвратно-поступательное движение по продольной оси, а на его стенки подаётся смазка. Поверхность жидкого металла предохраняется от окисления слоем синтетического шлака или защитной атмосферой из инертного газа. Выходящая из кристаллизатора заготовка с жидкой сердцевиной попадает в зону вторичного охлаждения, где на её поверхность подаётся из форсунок распылённая вода. После затвердевания по всему сечению заготовка разрезается на части требуемой длины. Расстояние L( м) от уровня металла в кристаллизаторе до места, где заканчивается кристаллизация заготовки толщиной а( м) ,отливаемой со скоростью v( м/мин) ,равно: L= (240-340) a 2Ч v.Значение коэффициента пропорциональности зависит от профиля и размера заготовки и от марки разливаемой стали. До 1963 в промышленном масштабе применялись УНРС вертикального типа ( рис. 2 , а), у которых формирование заготовки и резка её осуществлялись на вертикальном участке. При отливке заготовок относительно большой толщины участок её резки располагается на расстоянии 15-20 мот кристаллизатора, а общая высота установки может превышать 40 м.Для размещения такой установки требуется сооружение башен или колодцев. Стремление уменьшить высоту УНРС привело к созданию установок радиального ( рис. 2 , б) и криволинейного ( рис. 2 , в) типов. На радиальных УНРС кристаллизатор и направляющие устройства вторичного охлаждения расположены на дуге определённого радиуса (обычно радиус равен 30-40 толщинам отливаемой заготовки). В конце радиального участка заготовка проходит через правильно-тянущие ролики и выводится в горизонтальное положение, в котором производится резка на мерные длины. На УНРС криволинейного типа кристаллизатор и часть зоны вторичного охлаждения имеют постоянный радиус; затем радиус увеличивается и происходит постепенное выпрямление заготовки. УНРС радиального и криволинейного типов, у которых неполностью затвердевшая заготовка выходит на горизонтальный участок, позволяют значительно повысить скорость разливки при крупных сечениях заготовки, так как участок резки может быть расположен на достаточно большом расстоянии от кристаллизатора (30-35 м). Общая высота таких установок, как правило, не превышает 12 м. На УНРС отливаются заготовки квадратного сечения размером от 50x50 до 300x300 мм,плоские слябы толщиной от 50 до 300 мми шириной от 300 до 2000 мм,круглые заготовки (сплошные и с внутренней полостью) диаметром от 100 до 550 мм,из которых получают трубы, сортовой и листовой прокат, поковки. Большая степень химической однородности по длине и поперечному сечению непрерывнолитых заготовок обеспечивает стабильные механические свойства и повышает надёжность работы металлоизделий. Благодаря своим преимуществам Н. р. с. принята в качестве основного способа разливки во всех вновь сооружаемых сталеплавильных цехах и будет широко использоваться при реконструкции действующих заводов. Наибольшая производительность УНРС обеспечивается при их работе в сочетании с кислородными конвертерами. В этом случае достигается равенство циклов выпуска стали из конвертера и разливки её на УНРС, благодаря чему жидкий металл может подаваться на установку непрерывно в течение длительного времени. В цехах с современными дуговыми печами, продолжительность плавки в которых выдерживается достаточно точно, также может быть организована разливка так называемым методом «плавка на плавку» (одна установка непрерывно принимает металл от нескольких печей). Перспективны агрегаты, в которых Н. р. с. совмещается с непрерывной прокаткой в едином потоке. При этом снижаются затраты энергии, повышаются качество слитка и выход годного, сокращается цикл производственных операций от выплавки стали до получения готового проката. Такие агрегаты уже вступили в эксплуатацию, как в СССР, так и за рубежом. В соответствии с прогнозом развития чёрной металлургии, к 1990 в СССР непрерывным способом будет разливаться около 60% всей выплавляемой стали; при этом мощностей по её производству потребуется на 30 млн. тменьше, чем при обычной разливке. Лит.:Бойченко М. С., Рутес В. С., Фульмахт В. В., Непрерывная разливка стали, М., 1961; Шварцмайер В., Непрерывная разливка, пер. с нем., М., 1962; Германн Э., Непрерывное литье, пер. с нем., М., 1961; Теория непрерывной разливки. Технологические основы, М., 1971. Д. П. Ефтеев. 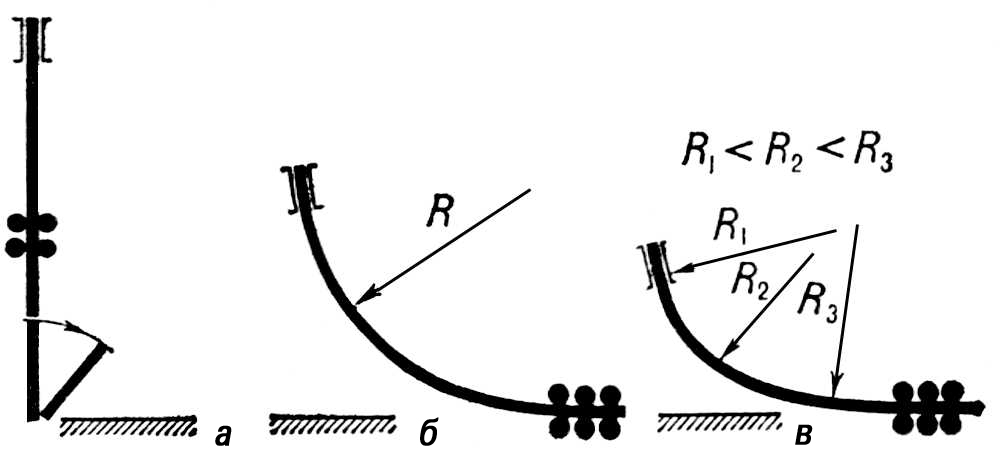
Рис. 2. Схемы УНРС вертикального (а), радиального (б) и криволинейного (в) типов. 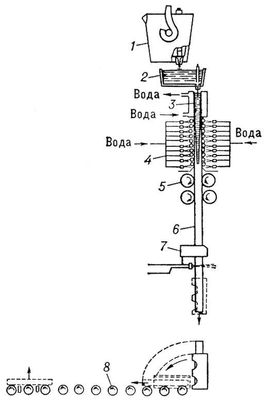
Рис. 1. Принципиальная схема УНРС: 1 - сталеразливочный ковш; 2 - промежуточный ковш (предназначен для снижения и стабилизации напора металла, поступающего в кристаллизатор, и для распределения металла по нескольким кристаллизаторам на многоручьевых установках); 3 - кристаллизатор; 4 - зона вторичного охлаждения с устройствами для направления заготовки и подачи воды; 5 - тянущие валки; 6 - слиток; 7 - устройство для разрезки заготовки (кислородные резаки или ножницы); 8 - устройство для выдачи заготовки. Непрерывная функция Непреры'вная фу'нкция, функция , получающая бесконечно малые приращения при бесконечно малых приращениях аргумента. Однозначная функция f( x) называется непрерывной при значении аргумента x 0, если для всех значений аргумента х,отличающихся достаточно мало от x 0,значения функции f( x) отличаются сколь угодно мало от её значения f( x 0) .Точнее, функция f( х) называется непрерывной при значении аргумента x 0(или, как говорят, в точке x 0) ,если каково бы ни было e > 0, можно указать такое d > 0, что при | х - х 0| < d будет выполняться неравенство | f( x) - f( x 0)| < e. Это определение равносильно следующему: функция f( x) непрерывна в точке x 0, если при х,стремящемся к x 0,значение функции f( x) стремится к пределу f( x 0). Если все условия, указанные в определении Н. ф., выполняются только при х³ х 0или только при хЈ х 0,то функция называется, соответственно, непрерывной справа или слева в точке x 0. Функция f( x) называется непрерывной н а отрезке [ а, b] ,если она непрерывна в каждой точке хпри а< х< b и,кроме того, в точке анепрерывна справа, а в точке b -слева. Понятию Н. ф. противопоставляется понятие разрывной функции.Одна и та же функция может быть непрерывной для одних и разрывной для других значений аргумента. Так, дробная часть числа х[её принято обозначать через ( х)] ,например
является функцией разрывной при любом целом значении и непрерывной при всех других значениях ( рис. 1 ), причём в целочисленных точках она непрерывна справа. Простейшими функциями переменного х,непрерывными при всяком значении x, являются многочлены, синус ( у= sin x), косинус ( у= cos x), показательная функция ( у= a x, где а -положительное число). Сумма, разность и произведение Н. ф. снова дают Н. ф. Частное двух Н. ф. также есть Н. ф., за исключением тех значений х,для которых знаменатель обращается в нуль (так как в таких точках рассматриваемое частное не определено). Например,
есть Н. ф. для всех значений х,кроме нечётных кратных p/2, при которых cos хобращается в нуль. Н. ф. обладают многими важными свойствами, которыми и объясняется огромное значение этих функций в математике и её приложениях. Одно из важнейших свойств выражается следующей теоремой: для всякой функции, непрерывной на отрезке [ а, b] можно найти многочлен, значения которого отличаются на этом отрезке от значений функции менее чем на произвольно малое, наперёд заданное число (теорема о приближении Н. ф. многочленами). Справедлива также и обратная теорема: всякая функция, которую на некотором отрезке можно с произвольной степенью точности заменить многочленом, непрерывна на этом отрезке. Функция, непрерывная на отрезке, ограничена на нём и достигает на этом отрезке наибольшего и наименьшего значения (см. Наибольшее и наименьшее значения функций ) .Кроме того, она принимает на этом отрезке все значения, лежащие между её наименьшим и наибольшим значениями. Функции, непрерывные на отрезке, обладают свойством равномерной непрерывности.Всякая функция, непрерывная на некотором отрезке, интегрируема на нём, т. е. является производной другой Н. ф. Однако не всякая Н. ф. сама имеет производную. Геометрически это означает, что график Н. ф. не обязательно обладает в каждой точке определённым направлением (касательной); это может произойти, например, потому, что график имеет угловую точку ( рис.2 , функция у= | x|), или потому, что он совершает в любой близости точки О бесконечно много колебаний между двумя пересекающимися прямыми ( рис. 3 , функция
при х¹ 0 и y= 0 при x= 0). Существуют Н. ф., не имеющие производной ни в одной точке (первый пример такого рода был найден Б. Больцано ) .Представление о графике подобной функции даёт рис. 4 , где изображены первые этапы построения, состоящего в неограниченно продолжающейся замене средней трети каждого прямолинейного отрезка двузвенными ломаными; соотношения длин подбираются так, чтобы в пределе получить Н. ф. Функция F( x, у, z,...) нескольких переменных, определённая в некоторой окрестности точки ( x 0, y 0, z 0,...), называется непрерывной в этой точке, если для любого e > 0 можно указать такое d > О, что при одновременном выполнении неравенств: | x- x 0| < d, | у - у 0| < d, | z - z 0| < d,... выполняется также и неравенство: I F( x, у, z,...) - F( x 0, y 0, z 0,...)| < e. Такая функция будет непрерывной по отношению к каждому аргументу в отдельности (если остальным аргументам приданы определённые числовые значения). Обратное, однако, неверно: функция F( x:, у, z,...), непрерывная по каждому аргументу в отдельности, может и не быть Н. ф. этих аргументов. Простейший пример этого даёт функция F( x, у) ,равная xy/( x 2+ y 2) ,если x 2+ y 2¹ 0 ,и равная 0 при x= у= 0. Она непрерывна по xпри любом фиксированном значении yпо y- при любом фиксированном значении х.В частности, она непрерывна по xпри у= 0 и по y при x= 0. Если же положить, например, у= х¹ 0, то значение функции будет оставаться равным x 2/( x 2+ y 2) = 1/ 2, т. е. нельзя будет указать такого числа d > 0, чтобы при одновременном выполнении неравенств | х| < d, | у| < d выполнялось неравенство | ху/( х 2+ y 2)| < e .На Н. ф. нескольких переменных распространяются все основные теоремы, относящиеся к Н. ф. одного переменного. Лит.:Хинчин А. Я., Краткий курс математического анализа, М., 1953; Кудрявцев Л. Д., Математический анализ, т. 1, М., 1970. 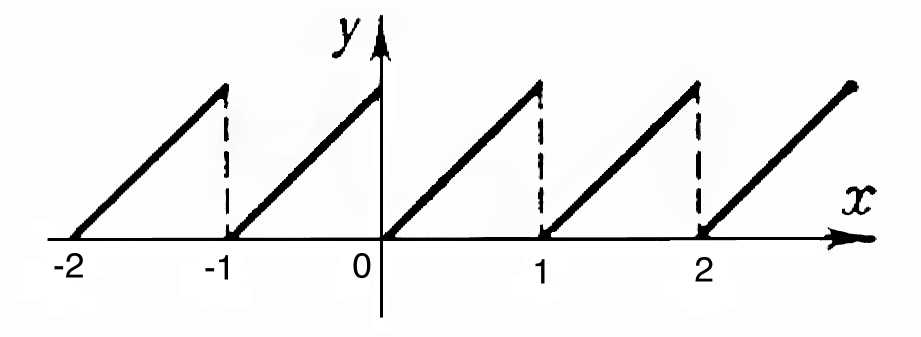
Рис. 1 к ст. Непрерывная функция. 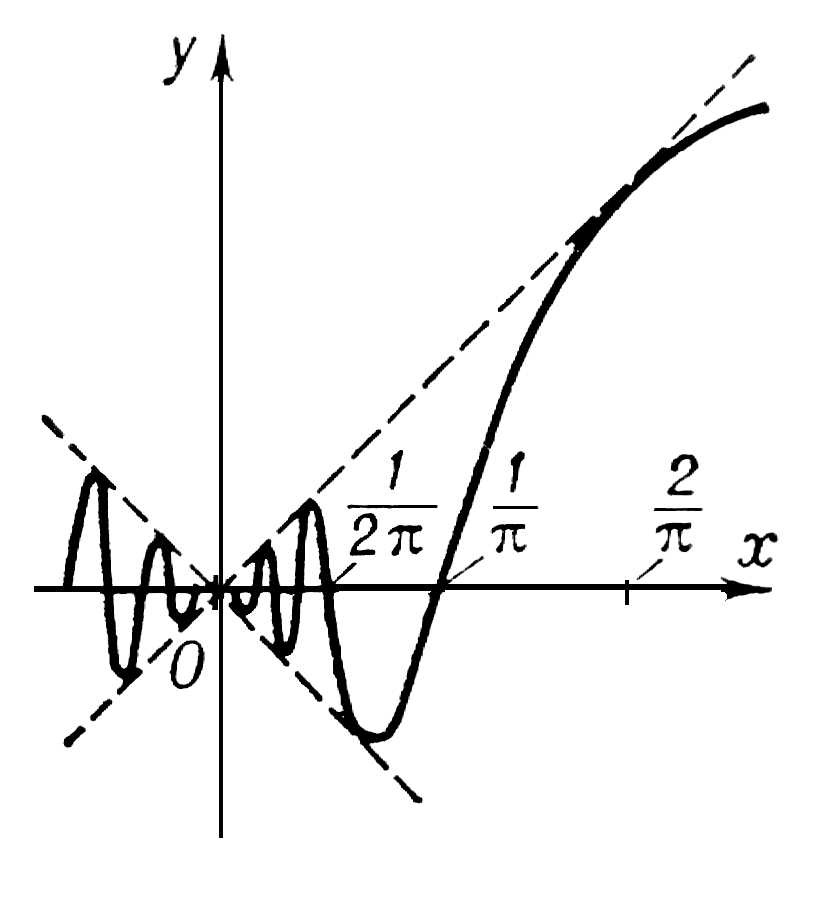
Рис. 3 к ст. Непрерывная функция. 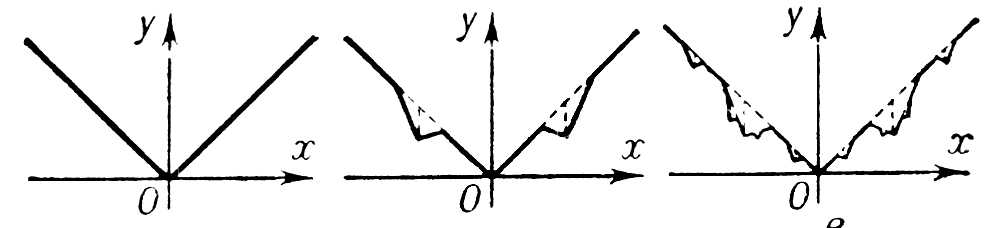
Рис. 4 к ст. Непрерывная функция. 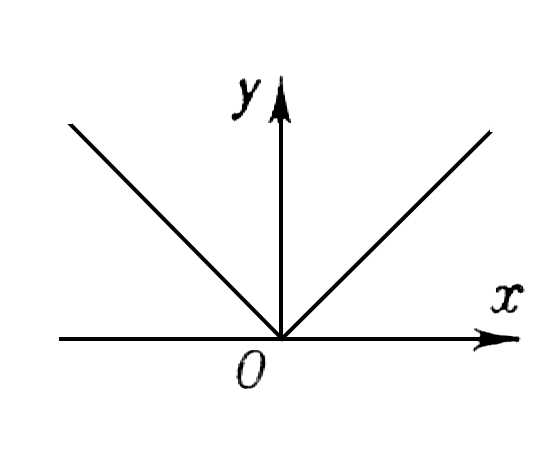
Рис. 2 к ст. Непрерывная функция. Непрерывное литьё Непреры'вное литьёметаллов и сплавов, процесс получения слитков и заготовок, основанный на равномерном перемещении металла относительно зон заливки и кристаллизации. При этом литейная форма может быть неподвижной или закономерно перемещаться (возвратно-поступательное движение с небольшой амплитудой, вращение, движение по замкнутой кривой ограниченной длины). Н. л. металлов и сплавов в СССР и за рубежом начали применять в промышленности в 1930-х гг.; широкое распространение оно нашло в середине 40-х гг. Н. л. теоретически позволяет получать отливки сколь угодно большой длины; практически длина отливок определяется возможностями литейного производства, требованиями обрабатывающих цехов и организационно-экономическими соображениями. Получение отливок ограниченной длины методом Н. л. иногда неправильно называют полунепрерывным литьём. Равномерные скорости подачи, жидкого металла, его кристаллизации и удаления готовой отливки при Н. л. обеспечивают постоянство состава, строения и свойств металла по всей длине отливки. Путём усиленного отвода тепла (благодаря непосредственному охлаждению металла водой) можно повысить скорость кристаллизации и при правильно выбранной скорости литья создать направленную кристаллизацию, в основном вдоль оси отливки, что обеспечивает получение плотных слитков или заготовок с тонким внутренним строением зерна и равномерным химическим составом. Помимо того, Н. л. по сравнению со штучным литьём, сокращает количество отходов и потерь металла, затраты рабочей силы, литейной оснастки и инструмента. В зависимости от формирующих отливку устройств различают Н. л. в кристаллизатор (изложницу), валки, жёлоб (ручей), между движущимися лентами. Наиболее распространено литьё в металлический кристаллизатор скольжения, которое применительно к сталеплавильному производству получило название непрерывной разливки стали.Разработан и внедрён (для алюминиевых сплавов) принципиально новый вариант Н. л. с формообразованием слитка в электромагнитном поле - литьё в электромагнитный кристаллизатор ( рис. 1 ). Процесс отличается следующими особенностями: отсутствует контакт между кристаллизующимся слитком и стенками металлической формы, что исключает образование грубых поверхностных дефектов; расстояние от мениска металла до пояса непосредственного охлаждения водой очень мало, благодаря чему повышается скорость кристаллизации; металл кристаллизуется в электромагнитном поле с принудительным движением расплава в объёме лунки, что обусловливает мелкозернистую структуру металла. В современной металлургии все слитки алюминиевых и магниевых сплавов, а также большую долю слитков тяжёлых цветных сплавов отливают методом Н. л. При получении слитков тугоплавких металлов и титана Н. л. в инертной среде или вакууме обычно совмещают с процессом непрерывной плавки. В этом случае заполнение формы определяется не скоростью разливки расплава, а скоростью расплавления расходуемого электрода или шихты, подаваемой в зону плавления. Для алюминия, меди и сплавов на их основе всё большее распространение получают совмещенные процессы отливки заготовок и последующей их прокатки. К таким процессам относятся получение катанки (когда заготовка формируется в ручье обода вращающегося колеса), получение листовой заготовки путём кристаллизации металла в валках или между двумя охлаждаемыми водой лентами. Литьё между лентами позволяет достигнуть наибольшей производительности совмещенного процесса в результате увеличения длительности контакта между затвердевающим металлом и лентой. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91 |
|||||||


