 |
|
Популярные авторы:: Азимов Айзек :: Чехов Антон Павлович :: Горький Максим :: Лондон Джек :: Борхес Хорхе Луис :: Грин Александр :: Лесков Николай Семёнович :: Раззаков Федор :: Кларк Артур Чарльз :: Толстой Лев Николаевич Популярные книги:: Дюна (Книги 1-3) :: The Boarding House :: Участковый :: Ату их, ату! :: Вялiкае сэрца (на белорусском языке) :: Дорога к началу веков :: 995-й святой :: Дождь, которому хотелось курить :: Эмануэль Сведенборг :: Ангел |
Большая Советская Энциклопедия (ПР)ModernLib.Net / Энциклопедии / БСЭ / Большая Советская Энциклопедия (ПР) - Чтение (стр. 61)
Область (объём) между валками, в которой прокатываемый металл непосредственно с ними соприкасается, называется очагом деформации; здесь происходят обжатие металла. Небольшие участки, примыкающие с обеих сторон к очагу деформации, называются внеконтактными зонами деформации; в них металл деформируется лишь в незначительной степени. Очаг деформации состоит из двух основных участков: зоны отставания, в которой средняя скорость металла меньше горизонтальной составляющей окружной скорости валков, и зоны опережения, в которой скорость металла относительно выше. Поэтому скорость выхода прокатываемого металла из валков несколько больше (на 2-6%) их окружной скорости. Граница между этими зонами называется нейтральным сечением. Силы трения, действующие на прокатываемый материал от валков, в зоне отставания направлены по его движению, в зоне опережения - против. Захват металла валками и стабильность протекания процесса обусловливаются силами трения, возникающими на контактной поверхности металла с валками. Для захвата необходимо, чтобы тангенс угла захвата a, т. е. угла между радиусами, проведёнными от оси валков к точкам Аи В(см. рис. 3 ), не превысил коэффициента трения: tga Ј m. В тех случаях, когда к чистоте поверхности изделий не предъявляют высоких требований, для увеличения угла захвата (а следовательно, и обжатия) поверхности валков придаётся шероховатость путём насечки. Практически углы захвата находятся в следующих пределах: при горячей П. в гладких валках 20-26°, в насеченных - 27-34°; при холодной П. со смазкой - 3-6°. Усилие на валки при П. определяется как произведение контактной поверхности на среднее удельное усилие
Р=
FЧ
p
cp(удельное усилие распределено по контактным поверхностям неравномерно: его максимум находится вблизи нейтрального сечения, а по направлению к входу и выходу металла из валков удельное усилие уменьшается). При П. полос прямоугольного сечения контактная поверхность рассчитывается по формуле
Связь между усилием
Ри моментом
М,необходимым для вращения каждого валка, определяется формулой
М=
Р(
а+ r), где
а -плечо силы
Р,находящееся в пределах (0,35-0,5)
О П. различных стальных профилей и профилей из цветных металлов и сплавов см. в ст. .
Лит.:Целиков А. И., Основы теории прокатки, М., 1965; Смирнов В. С., Теория прокатки, М., 1967; Целиков А. И., Гришков А. И., Теория прокатки, М., 1970; Тетерин П. К., Теория поперечно-винтовой прокатки, М., 1971; Третьяков А. В., Зюзин В. И., Механические свойства металлов и сплавов при обработке давлением, М., 1973; Луговской В. М., Алгоритмы систем автоматизации листовых станов, М., 1974. А. И. Целиков. 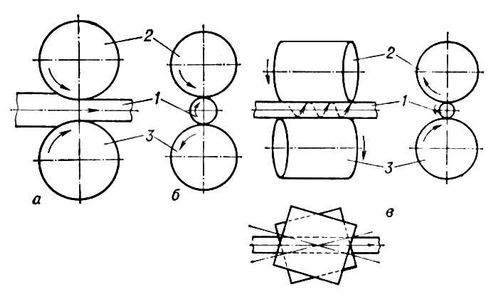
Рис. 1. Схема продольной (а), поперечной (б) и винтовой (в) прокатки: 1 - прокатываемый металл; 2 и 3 - валки. 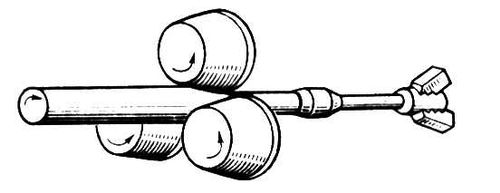
Рис. 2. Схема винтовой прокатки круглых периодических профилей. 
Рис. 4. Направление равнодействующих сил усилия на валки при простом процессе прокатки с учетом влияния трения в подшипниках. 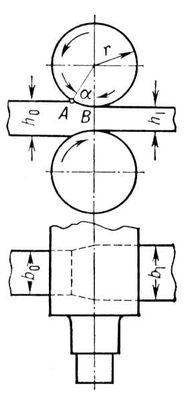
Рис. 3. Схема деформации металла при продольной прокатке. Прокатное производство Прока'тное произво'дство,получение путём из стали и других металлов различных изделий и полуфабрикатов, а также дополнительная обработка их с целью повышения качества (термическая обработка, травление, нанесение покрытий). В промышленных странах прокатке подвергается больше 4/ 5выплавляемой стали. П. п. обычно организуется на металлургических заводах (реже на машиностроительных); как правило, особенно в чёрной металлургии, является завершающим звеном цикла производства (см. ; о П. п. как отрасли металлургической промышленности см. в статьях , ). К основным видам проката относятся: полупродукт, или заготовка, листовой и сортовой прокат, катаные трубы, заготовки деталей машин (особые виды проката) - колёса, кольца, оси, свёрла, шары, профили переменного сечения и др. Перечень прокатываемых изделий с указанием размеров называемым , большая часть которого в СССР стандартизована. Основное количество проката изготовляется из низкоуглеродистой стали, некоторая часть - из легированной стали и стали с повышенным (больше 0,4%) содержанием углерода. Прокат цветных металлов производится главным образом в виде листов, ленты и проволоки; трубы и сортовые профили из цветных металлов изготовляются преимущественно прессованием (см. ). Прокатка стали.производство стального проката на современном металлургическом заводе осуществляется двумя способами. При первом исходным материалом служат слитки (отлитые в изложницы), которые перерабатываются в готовый прокат обычно в 2 стадии. Сначала слитки нагревают и прокатывают на в заготовку. После осмотра заготовки и удаления поверхностных дефектов (закатов, трещин и т.п.) производят повторный нагрев и прокатку готовой продукции на специализированных станах. Размеры и форма сечения заготовки зависят от её назначения: для прокатки листового и полосового металла применяют заготовки прямоугольного сечения шириной 400-2500 мми толщиной 75-600 мм,называемые ; для сортового металла - заготовки квадратного сечения размером примерно от 60ґ60 смдо 400ґ400 мм, а для цельнокатаных труб - круглого сечения диаметром 80-350 мм. При втором способе, применяемом с середины 20 в., прокатка исходной заготовки заменяется (разливкой) на специальных машинах. После осмотра и удаления дефектов заготовка, как и при первом способе, поступает на станы для прокатки готовой продукции. Благодаря применению непрерывно-литой заготовки упраздняются слябинги и блюминги, повышается качество проката, устраняются потери на обрезку головной части слитка, доходящие у слитков спокойной стали до 15-20%. Преимущества применения непрерывно-литой заготовки в производстве проката становятся ещё более значительными при совмещении процессов непрерывного литья и прокатки в одном неразрывном потоке. Для этой цели созданы литейно-прокатные агрегаты, в которых слиток на выходе из кристаллизатора не подвергается разрезке, проходит печь, где выравнивается температура по сечению, и затем поступает в валки прокатного стана. Т. о. осуществляется процесс кристаллизации и прокатки бесконечного слитка, т. е. пепрерывное производство проката из жидкого металла. Процесс получил широкое распространение при прокатке цветных металлов; он применяется также для производства стальной заготовки небольших сечений (примерно менее чем 150ґ150 мм) повышенного качества. Основная трудность в развитии этого процесса состоит в относительно низкой скорости выхода слитка из кристаллизатора (1-6 м/мин), что не позволяет в полной мере использовать производственные возможности непрерывного прокатного стана. Прокатка листового металла производится из катаных или непрерывно-литых слябов и только листов толщиной свыше 50-100 мм -непосредственно из слитков или кованых слябов. В технологический процесс входят следующие основные операции: подача слябов со склада к нагревательным печам; нагрев; подача по рольгангу к рабочей клети стана и прокатка в несколько проходов (пропусков между валками), причём в первые проходы для получения листов требуемой ширины сляб иногда подаётся в валки поперёк или под углом; правка на роликовых правильных машинах; охлаждение на холодильниках; контроль и разметка; обрезка продольных кромок; обрезка концов, разрезка на листы определённой длины; иногда термическая обработка и покраска; отправка на склад готовой продукции. Листы толщиной от 4 до 50 мми плиты толщиной до 350 ммпрокатываются на толстолистовых или броневых станах, состоящих из одной или двух рабочих клетей, а листы толщиной от 1,2 до 20 мм -на значительно более производительных непрерывных станах, на которых листы получаются в виде длинных (более 500 м) полос; при выходе из последней клети стана полосы сматываются в рулон. Листы толщиной менее 1,5-3 ммвыгоднее прокатывать в холодном состоянии, поэтому дальнейшее уменьшение толщины листа осуществляется обычно на станах холодной прокатки. Для этого рулоны после их получения на непрерывных станах горячей прокатки транспортируются в цех холодной прокатки, где с поверхности металла удаляется окалина (в линии непрерывного травления), затем обрезаются концы и производится стыковка (электрическая контактная сварка) для полной непрерывности дальнейшего процесса. Травленые рулоны разматываются и в несколько проходов обжимаются до требуемой толщины (общее обжатие для низкоуглеродистой стали доходит до 75-90%). Прокатка осуществляется на непрерывных станах, состоящих из 4 или 6 четырёхвалковых клетей, или на одноклетевых реверсивных станах. После холодной прокатки полосу отжигают для устранения наклёпа, затем подвергают ,правке, резке на листы и упаковке ( рис. 1 ). Прокатка сортового металла включает следубющие основные операции: нагрев до 1100-1250 °С; подачу нагретой заготовки к рабочим клетям и прокатку в несколько проходов в калибрах, постепенно приближающих сечение исходной заготовки к сечению готового профиля; резку проката на пилах или ножницах на части требуемой длины или сматывание в бунты; охлаждение на холодильниках; правку на роликовых правильных машинах; контроль и отправку на склад готовой продукции. Число проходов выбирается в зависимости от размеров и формы сечения исходной заготовки и готового профиля и составляет: для рельсов обычно 9, балок 9-13, угловых и других сортовых профилей, например зетообразного ( рис. 2 ), 5-12, проволоки 15-21. Выполнение указанных технологических операций производится на специализированных сортовых прокатных станах, представляющих собой поточную автоматическую систему различных машин. Прокатка (горячая) труб состоит из 3 основных и нескольких вспомогательных операций. Первая операция ( ) -образование отверстия в заготовке или слитке; в результате получается толстостенная труба, называемая гильзой. Вторая операция ( ) -удлинение прошитой заготовки и уменьшение толщины её стенки примерно до требуемых в готовой трубе размеров. Обе операции осуществляются с одного нагрева, но на различных прокатных станах, установленных рядом и входящих в общую систему машин .Первая операция выполняется на прошивных станах винтовой прокатки между бочкообразными или дисковыми валками на короткой оправке, вторая - на различных прокатных станах: непрерывных, пилигримовых, автоматических и трёх-валковых станах винтовой прокатки. Третья операция - калибровка (или ) труб после раскатки. Калибровка осуществляется на калибровочных станах, затем трубы охлаждаются, правятся, контролируются и разрезаются на куски определённой длины. Трубы диаметром менее 65-70 ммподвергаются дополнительной горячей прокатке на редукционных станах. С целью уменьшения толщины стенки и диаметра, получения более высоких механических свойств, гладкой поверхности и точных размеров трубы после горячей прокатки подвергаются холодной прокатке на специальных станах, а также волочению. Прокатка заготовок деталей машин (штучных изделий) находит широкое применение главным образом в производстве различных тел вращения и профилей переменного сечения: вагонных колёс, осей, бандажей, колец для подшипников качения, шаров, зубчатых колёс, винтов, свёрл и т.д. При этом иногда прокатка используется для выполнения лишь одной операции в комбинации с ковкой или штамповкой. Прокатка цветных металлов.Наибольшее применение получила прокатка листов, ленты, фольги и проволоки из алюминия, меди, магния, цинка и их сплавов. В технологический процесс прокатки листов из алюминиевых сплавов входят следующие основные операции: предварительнаяалепрокатка плоских непрерывно-литых слитков массой 0,5-5 тс обжатием около 10% для выравнивания их поверхности; правка на роликовых правильных машинах; фрезерование для получения чистой и гладкой поверхности; накладывание с обеих сторон слитка алюминиевых листов; нагрев; горячая прокатка с до толщины 4-12 ммс последующим свёртыванием в рулоны; и холодная прокатка. После холодной прокатки рулоны разматываются и режутся на листы, которые затем закаливают, травят, прокатывают вторично в холодном состоянии для прогладки или получения наклёпа, травят, разрезают и упаковывают. В начале 60-х гг. 20 в. был разработан новый процесс прокатки листов из алюминия и его сплавов. Особенность этого процесса состоит в совмещении непрерывного литья с прокаткой. Исходным материалом служит жидкий алюминий, который поступает через распределительную проводку в межвалковое пространство, образованное между двумя горизонтальными валками ( рис. 3 ). Алюминий, соприкасаясь с валками, кристаллизуется, а образующаяся полоса непрерывно выходит из валков стана. Валки могут быть расположены как в вертикальной плоскости, так и в горизонтальной. В первом случае алюминий подводится сбоку, а во втором - снизу. Этим методом успешно изготовляются полосы толщиной 8-12 мм, шириной 1000-1600 мм, которые затем сматывают в рулоны. Применение такой технологии вместо прокатки полосы из крупных слитков даёт большой экономический эффект. Исходной заготовкой при прокатке листов и лепты из меди и латуни служат плоские слитки массой около 0,5-1 т, толщиной 100-150 мм, которые прокатываются в горячем состоянии до толщины 10-15 мм.Прокатанные листы фрезеруют для удаления поверхностных дефектов и затем подвергают холодной прокатке с промежуточными отжигами при 450-800 °С. Для производства из алюминиевых и медных сплавов наиболее эффективен способ непрерывного литья, совмещенный с прокаткой на непрерывном стане. Технический прогресс в области П. п. характеризуется в первую очередь повышением качества прокатываемых изделий, которое обеспечивало бы наиболее эффективное использование металла потребителем. С этой целью прокатываемому изделию придаётся возможно более рациональная форма, способствующая снижению его массы, расширяется производство экономичных профилей проката, повышается точность его размеров, улучшаются прочностные и др. свойства металла, на его поверхность наносятся эффективные защитные покрытия. Одновременно снижается стоимость производственных затрат путём внедрения непрерывных процессов (от жидкого металла до готового проката), повышения скорости прокатки и автоматизации всех технологических процессов. Лит.:Прокатное производство. Справочник, под ред. Е. С. Рокотяна, т, 1-2, М., 1962; Прокатное производство, 2 изд., М., 1968; Higgins R. A., Engineering metallurgy, 2 ed., pt 2, L., 1970; Holub J., P~icnй klinovй vбlcovбni, Praha, 1972. А. И. Целиков. 
Рис. 1. Технологическая схема цеха холодной прокатки для производства листов: 1 - конвейер горячекатаных рулонов; 2 - агрегат нормализации; 3 - непрерывно-травильный агрегат; 4 - агрегат комбинированной резки; 5 - непрерывный стан холодной прокатки; 6 - термическое отделение; 7 - агрегат нанесения защитного покрытия; 8 - дрессировочный стан; 9 - непрерывно-цинковальный агрегат; 10 - отделение упаковки готовых продуктов. 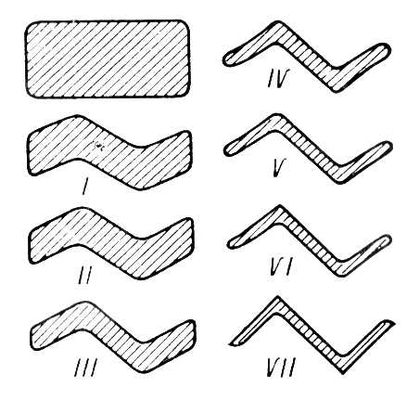
Рис. 2. Схема изменения сечения (калибровка) при прокате зетового профиля. 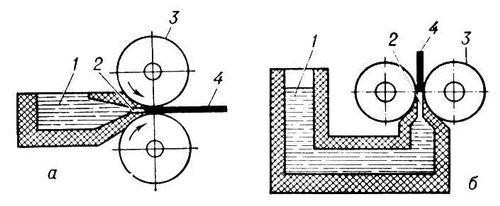
Рис. 3. Схемы способов бесслитковой прокатки полос: а - подача металла сбоку; б - подача металла снизу; 1 - распределительная ванна; 2 - межвалковое пространство (кристаллизатор); 3 - валки; 4 - полоса. Прокатный профиль Прока'тный про'филь,металлическое изделие (различной формы поперечного сечения), полученное .Различают П. п. с постоянным поперечным сечением по длине, и специальные. К 1-му виду относятся П. п. сортовой стали ( рис. ), имеющие простую геометрическую форму (например, круг, прямоугольник, квадрат, овал, шестиугольник, сегмент), и т. н. фасонные профили, представляющие собой сочетания простых профилей (например, угловые П. п., двутавровые балки, полосы для ободьев колёс автомобиля, колосниковых решёток, тракторных шпор и т.п.), листы, трубы (в т. ч. и профильные: квадратные, прямоугольные, ромбические, овальные и специальные), гнутые профили. Ко 2-му виду относятся, например, т. н. периодические профили, к 3-му - бандажи, колёса, шестерни, шары, ребристые трубы и др. изделия. См. также . 
Некоторые профили сортового проката: 1 - квдратный; 2 - круглый; 3 - прямоугольный (полосовой); 4 - угловой; 5 - двутавровый; 6 - швеллерный; 7 - железнодорожный рельс; 8 - трамвайный рельс; 9 - тавровый; 10 - шпунтовый; 11 - полоса для гусениц тракторов; 12 - полоса для ободьев колес грузовых автомобилей; 13 - полоса для турбинных лопаток. Прокатный стан Прока'тный стан,машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса , в более широком значении - автоматическая система или линия машин (агрегат), выполняющая не только прокатку, но и вспомогательные операции: транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана, передачу прокатываемого материала от одного калибра к другому, кантовку, транспортирование металла после прокатки, резку на части, маркировку или клеймение, правку, упаковку, передачу на склад готовой продукции и др. Историческая справка.Время и место появления первого П. с. неизвестны. Бесспорно, что раньше прокатки железа применяли прокатку цветных металлов - свинца, олова, меди, монетных сплавов и др. Наиболее ранний документ (рисунок с описанием), характеризующий устройство для прокатки олова, оставлен Леонардо да Винчи (1495). Примерно до конца 17 в. привод П. с. был ручным, в 18 в. - водяным. Промышленная прокатка железа началась примерно с 18 в. В России она особенно широко развивалась на Урале. П. с. применялись для производства кровельного железа, плющения кричной заготовки в полосу или лист, разделения откованной полосы по длине на более мелкие профили квадратного или прямоугольного сечения (т. н. «резные» станы). В конце 18 в. для привода П. с. начали применять паровые машины; прокатка становится одним из трёх основных звеньев производственного цикла металлургических заводов, постепенно вытесняя менее производительный способ .К этому периоду относится промышленное применение П. с. с калиброванными валками, сконструированного в 1783 Г. (Великооритания); П. с. постепенно дифференцируются на обжимные, листовые и сортовые. В 30-40-х гг. 19 в. в связи с бурным развитием железных дорог в разных странах начинают прокатывать рельсы. В 1856-57 в Сааре (Германия) был установлен первый П. с., предназначенный для прокатки крупных балок. Развитие конструкций и специализация этих станов привели к появлению в США в конце 19 в. и .В 1867 Г. Бедсон (Великобритания) построил непрерывный проволочный стан. В 1885 братья М. и Р. (Германия) изобрели способ винтовой прокатки бесшовных труб в П. с. с косо расположенными валками. В 1886 В. Эденборн и Ч. Морган (США) применили быстроходную проволочную сосевой подачей. Первые летучие ножницы (конструкции В. Эдвардса) установлены в 1892 в США. В 1897 для привода П. с. с успехом применен электродвигатель (Германия). В 1906 в г. Тршинец (ныне Чехословакия) пущен П. с. с реверсивным электродвигателем. Принцип непрерывной горячей прокатки листов нашёл практическое применение в 1892 в г. Теплице (ныне Чехословакия), где был установлен полунепрерывный стан. Первый непрерывный широкополосовой (листовой) стан построен в 1923 в США. Начало холодной прокатки листов относится к 80-м гг. 19 в.; холодная прокатка труб освоена в 1930 в США. В СССР первым достижением станостроения явилось сооружение Ижорским заводом двух блюмингов, которые в 1933 введены в эксплуатацию на Макеевском и Днепродзержинском металлургических заводах. В 1940-60-х гг. Всесоюзным научно-исследовательским и проектно-конструкторским институтом металлургического машиностроения (ВНИИМЕТМАШ) создан ряд П. с. для новых технологических процессов, обеспечивающих производство прокаткой многих изделий, которые ранее изготовлялись другими, менее эффективными способами (тонкостенные безрисочные трубы, листы переменной толщины по длине, профили круглого периодического сечения, шары, втулки, винты с крупным шагом, ребристые трубы и др.). В 1959-62 ВНИИМЕТМАШем и Электростальским заводом тяжёлого машиностроения созданы принципиально новые трубные станы с бесконечным труб (как при печной сварке, так и при радиочастотной), а также станы для непрерывной прокатки бесшовных труб (стан 30-102) производительностью на порядок выше по сравнению с действующими (около 550 тыс. т/год). В эти же годы пущены разработанные ВНИИМЕТМАШем, Научно-исследовательским институтом автомобильной промышленности и Горьковским автомобильным заводом первые станы для прокатки цилиндрических и конических колёс. В 60-е гг. в СССР, США, ФРГ и Италии начато создание литейно-прокатных агрегатов, в которых совмещены процессы и прокатки в едином неразрывном потоке. Такие агрегаты уже получили широкое применение для производства из алюминиевых и медных сплавов, листов из алюминиевых сплавов и заготовок из стали. Классификация и устройство прокатных станов.Главный признак, определяющий устройство П. с., - его назначение в зависимости от сортамента продукции или выполняемого технологического процесса. По сортаменту продукции П. с. разделяют на заготовочные, в том числе станы для прокатки и , листовые и полосовые, сортовые, в том числе балочные и проволочные, трубопрокатные и деталепрокатные (бандажи, колёса, оси и т.д.). По технологическому процессу П. с. делят на следующие группы: литейно-прокатные (агрегаты), обжимные (для обжатия слитков), в том числе слябинги и блюминги, реверсивные одноклетевые, тандемы, многоклетевые, непрерывные, холодной прокатки. Размер П. с., предназначенного для прокатки листов или полос, характеризуется длиной бочки валков, для заготовки или сортового металла - диаметром валков, а трубопрокатного стана - наружным диаметром прокатываемых труб. Оборудование П. с., служащее для деформации металла между вращающимися валками, называют основным, а для выполнения прочих операций - вспомогательным. Основное оборудование состоит из одной или нескольких главных линий, в каждой из которых располагается 3 вида устройств ( рис. 1 ): рабочие клети (одна или несколько) - к ним относятся прокатные валки с подшипниками, станины, установочные механизмы, плитовины, проводки; электродвигатели для вращения валков; передаточные устройства от электродвигателей к прокатным валкам, состоящие большей частью из шестерённой клети, шпинделей и муфт. Между шестерённой клетью и электродвигателем часто устанавливают ещё редуктор. Если каждый валок имеет свой электродвигатель, передаточные устройства состоят лишь из шпинделей. Наибольшее распространение получили станы с горизонтальными валками: двухвалковые (дуо), трёхвалковые (трио), четырёхвалковые (кварто) и многовалковые ( рис. 2 ). Для обжатия металла по боковым поверхностям используют клети с вертикальными валками, называемые .Станы, у которых вблизи горизонтальных валков расположены вертикальные, называются универсальными. Они служат для прокатки широких полос и двутавровых балок с широкими полками. В станах винтовой прокатки валки располагаются в рабочей клети косо - под углом подачи. Такие станы применяют для прокатки труб, осей, шаров и т.д. Число и расположение рабочих клетей П. с. определяются его назначением, требуемым числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку П. с. подразделяются на 8 типов ( рис. 3 ). К одноклетевым станам относится большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. В случае, когда в одной рабочей клети не удаётся расположить необходимое число калибров (см. прокатных валков) или когда требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенный многоклетевой стан - непрерывный, в котором металл одновременно прокатывается в нескольких клетях ( рис. 4 ). Непрерывные станы служат для горячей прокатки заготовки, полос, сортового металла, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей. Скорости прокатки весьма различны и зависят главным образом от требуемой производительности П. с., сортамента прокатываемой продукции и технологического процесса. У обжимных, заготовочных, толстолистовых, крупносортных станов скорость прокатки около 2-8 м/ сек.Наибольшие скорости характерны для непрерывных станов: при прокатке сортового металла 10-20 м/сек; полосового 25-35 м/ сек; проволоки 50-70 м/ сек; при холодной прокатке жести 40 м/сек.Данные о производительности, мощности приводов и массе оборудования некоторых П. с., получивших наибольшее распространение в СССР для производства горячекатаной стали, приведены в таблице. Краткая характеристика основных станов для горячей прокатки стали
1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98, 99 |
|||||||||||||||||||||||||||||||||||||||
 , где
r- радиус валка. При холодной П. полос действительная контактная поверхность больше из-за упругого сжатия валков в местах соприкосновения с прокатываемым металлом. Среднее удельное усилие, называется также нормальным контактным напряжением, зависит от большого числа факторов и может быть выражено формулой
p
cp=
n
1Ч
n
2Ч
n
3Чs, где
n
1-коэффициент напряжённого состояния металла, зависящий главным образом от отношения длины дуги захвата, т. е. дуги между точками
Аи
Вна окружности сечения валка (см.
рис. 3
), к средней толщине прокатываемой полосы и её ширине, от коэффициента трения и от натяжения прокатываемого металла (натяжение широко применяется при холодной П.);
n
2-коэффициент, учитывающий влияние скорости П.:
n
3-коэффициент, учитывающий влияние величины наклёпа металла; s - предел текучести (сопротивление деформации) обрабатываемого металла при температуре прокатки. Наибольшее значение имеет коэффициент
n
1, изменяющийся в зависимости от указанных выше факторов в широких пределах (0,8-8); чем больше силы трения на контактных поверхностях и меньше толщина прокатываемого металла, тем выше этот коэффициент. В практических расчётах принимается при горячей П.
n
3= 1, а при холодной
n
2= 1. Для углеродистых сталей при горячей П. среднее удельное усилие находится в пределах 100-300
н/
м
2(10-30
кгс/
мм
2), при холодной П. 800-1500
н/
м
2(80-150
кгс/
мм
2). Равнодействующие усилия на валки при наиболее распространённых условиях П. направлены параллельно линии, соединяющей оси валков, т. е. вертикально (
рис. 4
).
, где
r- радиус валка. При холодной П. полос действительная контактная поверхность больше из-за упругого сжатия валков в местах соприкосновения с прокатываемым металлом. Среднее удельное усилие, называется также нормальным контактным напряжением, зависит от большого числа факторов и может быть выражено формулой
p
cp=
n
1Ч
n
2Ч
n
3Чs, где
n
1-коэффициент напряжённого состояния металла, зависящий главным образом от отношения длины дуги захвата, т. е. дуги между точками
Аи
Вна окружности сечения валка (см.
рис. 3
), к средней толщине прокатываемой полосы и её ширине, от коэффициента трения и от натяжения прокатываемого металла (натяжение широко применяется при холодной П.);
n
2-коэффициент, учитывающий влияние скорости П.:
n
3-коэффициент, учитывающий влияние величины наклёпа металла; s - предел текучести (сопротивление деформации) обрабатываемого металла при температуре прокатки. Наибольшее значение имеет коэффициент
n
1, изменяющийся в зависимости от указанных выше факторов в широких пределах (0,8-8); чем больше силы трения на контактных поверхностях и меньше толщина прокатываемого металла, тем выше этот коэффициент. В практических расчётах принимается при горячей П.
n
3= 1, а при холодной
n
2= 1. Для углеродистых сталей при горячей П. среднее удельное усилие находится в пределах 100-300
н/
м
2(10-30
кгс/
мм
2), при холодной П. 800-1500
н/
м
2(80-150
кгс/
мм
2). Равнодействующие усилия на валки при наиболее распространённых условиях П. направлены параллельно линии, соединяющей оси валков, т. е. вертикально (
рис. 4
). , а r - радиус круга трения подшипников валков, равный произведению коэффициента трения подшипника на радиус его цапфы. Усилие на валок при П. стальной проволоки, узких стальных полос составляет около 200-1000
кн(20-100
тс)
,а при П. листов шириной 2-2,5
мдоходит до 30- 60
Мн(3000-6000
тс)
.Момент, необходимый для вращения обоих валков при П. стальной проволоки и мелких сортовых профилей, составляет 40-
80 кнЧ
м(4-8
тсЧ
м), а при П. слябов и широких листов достигает 6000-9000
кнЧм(600-900
тсЧ
м).
, а r - радиус круга трения подшипников валков, равный произведению коэффициента трения подшипника на радиус его цапфы. Усилие на валок при П. стальной проволоки, узких стальных полос составляет около 200-1000
кн(20-100
тс)
,а при П. листов шириной 2-2,5
мдоходит до 30- 60
Мн(3000-6000
тс)
.Момент, необходимый для вращения обоих валков при П. стальной проволоки и мелких сортовых профилей, составляет 40-
80 кнЧ
м(4-8
тсЧ
м), а при П. слябов и широких листов достигает 6000-9000
кнЧм(600-900
тсЧ
м).