 |
|
Популярные авторы:: Грин Александр :: Азимов Айзек :: БСЭ :: Борхес Хорхе Луис :: Сименон Жорж :: Лесков Николай Семёнович :: Раззаков Федор :: Горький Максим :: Чехов Антон Павлович :: Шукшин Василий Макарович Популярные книги:: The Boarding House :: Миф Свободы и путь медитации :: Уроки любви :: 200 км танков. О российско-грузинской войне :: Выборы :: Небесные творцы :: Один год :: История Таурена :: Глухая тропа :: Десятое правило волшебника, или Фантом |
Большая Советская Энциклопедия (ПР)ModernLib.Net / Энциклопедии / БСЭ / Большая Советская Энциклопедия (ПР) - Чтение (стр. 21)
При этом металл заготовки выдавливается в отверстие матрицы, закрепленной в матрицедержателе, и образует профиль. Скорость истечения профиля во столько раз превышает скорость движения пресс-штемпеля (скорость прессования), во сколько раз площадь сечения полости контейнера больше площади отверстия в матрице. Отношение указанных площадей называется коэффициентом вытяжки. При прессовании трубы с прямым истечением металл заготовки выдавливается в кольцевой зазор между матрицей и иглой, образуя трубу заданной конфигурации. В этом случае заготовка перемещается не только относительно контейнера, но и относительно иглы.
При П. м. с обратным истечением силовое воздействие на заготовку осуществляется через контейнер, получающий движение в направлении, указанном стрелкой, через укороченный пресс-штемпель - пробку, запирающую контейнер. С др. стороны контейнер запирается удлинённым матрицедержателем, в котором закреплена матрица. При перемещении контейнера вместе с ним перемещается заготовка, и металл выдавливается в канал матрицы, образуя профиль. При П. м. с прямым истечением вследствие трения металла о поверхность контейнера периферийные слои заготовки испытывают значительно более высокие сдвиговые деформации, чем центральные слои. Неравномерность деформации приводит к различию структуры и свойств по сечению изделия; особенно заметно это при прессовании прутков большого диаметра. При П. м. с обратным истечением трение металла о поверхность контейнера отсутствует, вследствие чего неравномерность структуры и свойств по сечению изделия значительно меньше. Кроме того, при обратном истечении значительно меньше усилия, требуемые для П. м., благодаря чему возможно снижение температуры нагрева заготовок и повышение скорости процесса. Для получения труб и полых профилей из алюминиевых и магниевых, а в некоторых случаях медных и титановых сплавов используется также П. м. со сваркой ( схема д ) .Заготовка под давлением, передаваемым пресс-штемпелем, рассекается гребнем матрицы в зависимости от его конструкции на 2 или несколько потоков металла. Эти потоки затем под действием высокого давления свариваются, охватывая сплошной массой иглу матрицы, выполненную за одно целое с гребнем. Окончательно труба формируется в кольцевом зазоре между матрицей и иглой. Существуют и другие способы прессования: труб из сплошной заготовки с предварительной прошивкой её иглой; сплошных и полых профилей плавно-переменного или ступенчато-переменного сечения; широких ребристых листов (панелей) из плоского (щелевого) контейнера и т.д. Промышленное применение находит также гидростатическое П. м. (гидроэкструзия), при котором давление на заготовку передаётся через жидкость. При этом способе силовое поле создаётся жидкостью высокого давления, подаваемой в контейнер от внешнего источника, или давлением на жидкость уплотнённого пресс-штемпеля. В современных установках для гидростатического П. м. давление жидкости в контейнере достигает примерно 3 Гн/м 2(30 000 кгс/см 2) . П. м. осуществляется как с предварительным нагревом заготовки и инструмента, так и без нагрева. Холодное прессование (т. е. без нагрева) используют при обработке легкодеформируемых металлов (олова, свинца, чистого алюминия). Холодное гидростатическое прессование вследствие весьма высоких давлений и отсутствия трения заготовки о поверхность контейнера позволяет обрабатывать и более труднодеформируемые металлы и сплавы (дуралюмины, медные сплавы, стали). Горячим прессованием получают изделия из различных металлов и сплавов: алюминиевых, титановых, медных, никелевых, а также тугоплавких металлов. Наиболее высокие температуры нагрева заготовок (до 1600-1800 °С) используют при прессовании вольфрама и молибдена. П. м. осуществляют на горизонтальных гидравлических ;реже, в основном при прессовании труб и гидроэкструзии, используют вертикальные гидравлические прессы. В некоторых случаях для холодного прессования труб из легкодеформируемых металлов используют прессы с механическим приводом. П. м. позволяет получать сплошные профили с площадью сечения 0,3-1500 см 2и диаметром описанной окружности 1,5-90 см,круглые прутки диаметром 0,6-60 сми трубы диаметром 0,8-120 см столщиной стенки 0,1-10 см.
Лит.:Перлин И. Л., Теория прессования металлов, М., 1964; Прозоров Л. В., Прессование стали и тугоплавких сплавов, 2 изд., М., 1969: Жолобов В. В., Зверев Г. И., Прессование металлов, 2 изд., М., 1971; Ерманок М. З., Производство полых профилей из алюминиевых сплавов прессованием со сваркой, М., 1972; Колпашников А. И., Вялов В. А., Гидропрессование металлов, М., 1973. М. З. Ерманок. 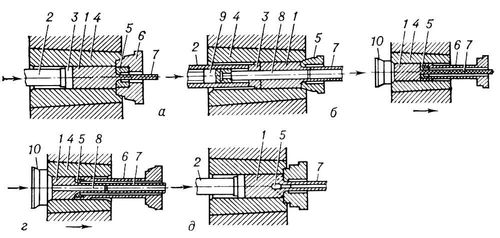
Схемы прессования профиля сплошного сечения с прямым истечением (а), трубы с прямым истечением (б), профиля сплошного сечения с обратным истечением (в), трубы с обратным истечением (г), трубы или полого профиля из заготовки сплошного сечения (прессование со сваркой, д); 1 - заготовка; 2 - пресс-штемпель; 3 - пресс-шайба; 4 - контейнер; 5 - матрица; 6 - матрицедержатель; 7 - пресс-изделие; 8 - игла; 9 - иглодержатель; 10 - пробка. Прессование полимерных материалов Прессова'ние полиме'рных материа'ловкомпрессионное, метод изготовления изделий из пластических масс и резиновых смесей в ,установленных на (чаще всего гидравлическом). В зависимости от температуры процесса П. и. м. подразделяют на высокотемпературное (горячее) и низкотемпературное (холодное). При горячем прессовании материал, например в виде (обычно таблетированного или гранулированного) или листов, помещают в разомкнутую пресс-форму, нагретую до заданной температуры. При опускании плунжера пресса форма замыкается, материал в результате нагревания и создаваемого прессом давления растекается и заполняет формующую полость, приобретая размеры и конфигурацию изделия. и ,выдерживают в пресс-форме под давлением до завершения процесса отверждения или вулканизации, после чего плунжер пресса поднимают и выталкивают из разомкнутой формы готовое изделие. Горячее прессование применяют ограниченно, т.к. в этом случае пресс-форму перед извлечением из неё изделия необходимо охлаждать. Температура П. п. м. может изменяться в пределах 80-300 °С, давление - от 2 до 90 Мн/м 2(20-900 кгс /см 2) ,продолжительность выдержки под давлением - от долей миндо 30 мин.Давление тем выше, чем меньше текучесть материала и сложнее конфигурация изделия. Длительность П. п. м. определяется скоростью прогрева и отверждения (вулканизации) материала. Процесс ускоряется при загрузке в пресс-форму предварительно нагретого материала (например, токами ВЧ). Холодное прессование используют главным образом для переработки термопластов, не размягчающихся при нагревании, например .В этом случае материал прессуют (уплотняют) в холодных формах, а затем, после извлечения изделия из формы, подвергают термообработке (т. н. спекание). Прессование - один из распространённых методов получения изделий из полимерных материалов, особенно термореактивных. См. также .
Лит.:Голдинг Б., Химия и технология полимерных материалов, пер. с англ., М., 1963; Яковлев А. Д., Технология изготовления изделий из пластмасс, Л., 1968; Энциклопедия полимеров, т. 3, М. (в печати). А. Р. Бельник. Прессование сена Прессова'ние се'на, механическое уплотнение рассыпного сена и формирование тюков различных размеров и плотности. В СССР сено прессуют в тюки обычно размером 35ґ45ґ85 см.Вес таких тюков при П. с. с влажностью 20% составляет (в зависимости от ботанического состава) 30-45 кг.Прессуют сено пресс-подборщиком (из валков) или стационарным прессом (из копен и стогов). П. с. позволяет максимально снизить потери при перевозке и укладке на хранение. Объём прессованного сена в 5-8 раз меньше рассыпного, в нём лучше сохраняются наиболее ценные части растений (листья, соцветия), ароматичность, цвет и витамины (каротин). Прессованное сено менее гигроскопично, поэтому меньше подвергается порче от атмосферных осадков, чем рассыпное. Прессовать сено можно с влажностью до 25%. Хорошие результаты даёт прессование однородного по ботаническому составу сена - злакового или бобового (без примеси плохо высыхающего разнотравья). В СССР прессуют 12-15% сена; во многих странах Западной Европы (Великобритания, ФРГ, ГДР, Дания и др.), а также в США и Канаде прессуют большую часть сена. Лит.:Сенокосы и пастбища, под ред. И. В. Ларина, М., 1969. А. П. Мовсисянц. Прессованный профиль Прессо'ванный про'филь, длинномерное металлическое изделие, полученное (выдавливанием) в матрицу. По конфигурации поперечного сечения П. п. разделяют на сплошные и пустотелые (полые); по изменению размеров поперечного сечения вдоль длины - на профили постоянного и переменного сечения (см. ) .Наиболее широко применяются П. п. из алюминиевых сплавов; в СССР их сортамент составляет около 15 тыс. наименований. Характерные типы таких П. п. показаны на рис. Освоено промышленное производство П. п. из сталей и титановых сплавов; их сортамент составляет более 1000 наименований. Кроме того, П. п. изготовляют из магниевых, медных и никелевых сплавов. Прессование профилей имеет ряд преимуществ по сравнению с прокаткой: возможность обработки малопластичных материалов, более сложная конфигурация поперечного сечения, меньшие отклонения размеров, меньшие затраты на инструмент и переналадку его при переходе с одного размера на другой. П. п. используют для изготовления конструкционных деталей (машиностроение, авиа- и судостроение, ж.-д. и автомобильный транспорт), несущих и отделочных строительных деталей, мебели, спортинвентаря и т.д. Лит.см. при ст. . М. З. Ерманок.
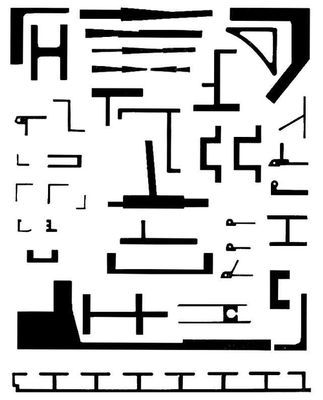
Некоторые виды прессованных профилей. Прессорецепторы Прессореце'пторы, прессоцепторы (от лат. pressus - давление и ) ,чувствительные нервные окончания, воспринимающие изменения давления; относятся к .Расположены в стенках кровеносных сосудов (такие П. чаще называют ) ,а также в полых внутренних органах. К П. иногда причисляют рецепторы подкожной клетчатки, раздражаемые при надавливании на кожу, и скелетных мышц (последние чаще называют ) . Пресс-порошки Пресс-порошки', порошки или гранулированные материалы, предназначенные для переработки в изделия методом прессования (см. ) .П.-п. - ,представляющие собой частично отверждённую смесь 30-60% термореактивной смолы (чаще всего ) с 70-40% тонко дисперсного наполнителя (например, древесной или кварцевой муки, молотой слюды, коротковолокнистого асбеста). В П.-н. вводят также 1,5-3% (от массы смолы) смазывающих веществ (стеараты кальция или цинка, смесь стеариновой и пальмитиновой кислот), 2-4% красителя (обычно нигрозина, придающего П.-п. чёрный цвет). производство П.-п. включает последовательные операции подготовки и смешения компонентов, предварительного отверждения, измельчения или гранулирования. Для лучшего смачивания и лучшей пропитки наполнителя термореактивной смолой последнюю часто применяют в виде раствора или эмульсии. Основные характеристики П.-п. - удельный объём, гранулометрический состав, сыпучесть, текучесть, жизнеспособность (время сохранения способности к переработке после введения отвердителя), скорость отверждения, усадка. А. Р. Бельник. Пресс-релиз Пресс-рели'з(англ. press-release - выпуск для прессы), специальные бюллетени для работников печати, радио, телевидения, содержащие документы и информацию, подлежащие срочному опубликованию и распространению. П.-р. выпускают правительственные учреждения, штаб-квартиры международных организаций, . Пресс-форма Пресс-фо'рма, устройство для получения объёмных заготовок (изделий) из металла, пластмасс, резины, выплавляемых масс на основе парафина и стеарина, керамических и др. материалов под действием на них давления, создаваемого на литейных машинах или прессах. П.-ф. применяют при металлов и полимерных материалов, , .Различают П.-ф. ручные, полуавтоматические и автоматические; съемные, полусъемные и стационарные; с горизонтальной и вертикальной плоскостями разъёма. В П.-ф. ( рис. ) может быть одна или несколько оформляющих (формующих) полостей, которые являются обратным (негативным) отпечатком внешней поверхности заготовки. При прессовании полых изделий их внутренние полости формуются пуансонами (стержнями). Детали П.-ф. изготовляют из углеродистой или легированной стали, сплавов цветных металлов, гипса и др. материалов. В зависимости от материала и требований к получаемой заготовке в П.-ф. поддерживают определённый температурный баланс. Для регулирования температуры П.-ф. используют пар или воду, подводимые через отверстия в плите; специальные обогревательные кольца с полупроводниковым слоем; электрические нагревательные элементы и др. Получение заготовок и изделий на литейных машинах и прессах в П.-ф. характерно для серийного и массового производства, например в автомобильной, радиотехнической, электротехнической промышленности, при изготовлении сантехнического оборудования. Лит.:Лейкин Н. Н., Конструирование пресс-форм для изделий из пластических масс, 2 изд., М. - Л., 1966; Демин Е. Н., Справочник по пресс-формам, М., 1967. М. Б. Беккер.
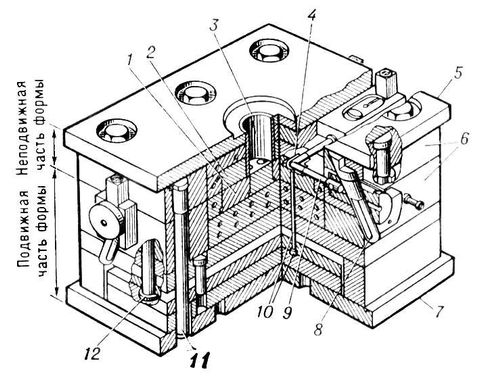
Пресс-форма для литья под давлением угольника из латуни: 1 и 2 - вкладыши; 3 - литниковая система; 4 - отливка в оформляющей полости; 5 и 7 - плиты крепления пресс-формы к машине; 6 - обоймы для крепления вкладышей; 8 - механизм передвижения стержней; 9 - подвижный стержень; 10 - выталкиватель; 11 и 12 - механизмы выталкивания. Пресс-эффект Пресс-эффе'кт, более высокая прочность при растяжении прессованных металлических изделий по сравнению с прочностью изделий, полученных др. способами обработки давлением, при одинаковых режимах термической обработки. Сравниваются предел прочности или предел текучести образцов, отобранных для каждого способа обработки в направлении деформации металла; иногда П.-э. оценивают также разницей в прочности самого прессованного изделия вдоль и поперёк направления деформации. П.-э. обладают алюминиевые, магниевые и др. сплавы, преимущественно после и естественного старения (см. ) .Для некоторых сплавов повышение прочности может достигать 40%. П.-э. сопровождается снижением относительного удлинения и сужения поперечного сечения. Твёрдость, сопротивление срезу, истинное сопротивление разрушению при растяжении практически не меняются. Не все прессованные изделия обладают П.-э. К утрате П.-э. термически упрочняемых алюминиевых сплавов приводят следующие факторы: отсутствие или пониженное содержание марганца, хрома и циркония в сплавах; длительная слитков; низкая температура металла при прессовании; очень высокие степени и скорости деформации; чрезмерно длительные выдержки при нагреве под закалку; повышенная температура искусственного старения. По вопросу о природе П.-э. имеется несколько гипотез, но почти все исследователи считают, что для его возникновения необходима нерекристаллизованная структура металла. Это позволяет рассматривать П.-э. как одну из разновидностей эффекта . В. И. Добаткин. Престес Луис Карлос Пре'стес(Prestes) Луис Карлос (р. 3.1.1898, Порту-Алегри), деятель бразильского и международного рабочего движения. Член Бразильской коммунистической партии (БКП) с 1934. Родился в семье военнослужащего. Получил высшее военное образование. В 1918-24 инженер-капитан бразильской армии. Вёл революционную работу среди солдат и офицеров. В 1924-27 руководитель вооруженной борьбы демократических сил против диктатуры А. Бернардиса. В 1927-1931 в эмиграции в Боливии, Аргентине и Уругвае; был тесно связан с компартиями этих стран и с Южноамериканским бюро Исполкома Коминтерна. В 1931-34 находился в Советском Союзе. На 7-м конгрессе Коминтерна (1935) был избран членом Исполкома Коминтерна. В 1935 был организатором восстания бразильского народа против диктатуры Ж. Варгаса, руководителем революционной армии ,его почётным председателем. После подавления восстания был арестован и с 1936 по 1945 отбывал тюремное заключение. С 1943 член ЦК, с 1945 член Исполнительной комиссии ЦК БКП и генеральный секретарь ЦК БКП. В 1945 был избран сенатором. В 1947-58 в связи с запрещением БКП находился на нелегальном положении. С 1964 (после реакционного государственного переворота) снова на нелегальном положении. Заочно приговорён к 14 годам лишения свободы. В 1973 награжден орденом Октябрьской Революции. Соч.: О ргоbema da terra е a constituiзгo de 1946, Rio de J., 1946; Frente nacional para salvaзгo da pбtria, Rio de J., 1947; в рус. пер. - 50 лет Бразильской коммунистической партии, «Коммунист», 1972, № 5; Революционная борьба бразильских коммунистов, «Проблемы мира и социализма», 1972, № 2. Лит.:Амаду Ж., Л. К. Престес, пер. с португ., М., 1951. 
Л. К. Престес. Престидижитатор Престидижита'тор(франц. prestidigitateur, от preste - быстрый и лат. digitus - палец) в цирке, на эстраде, фокусник, использующий силу, ловкость, гибкость пальцев и особенно запястий рук. Оперирует мелкими вещами (картами, шариками, монетами, платками, лентами и др.), появляющимися и исчезающими у него в руках. Название «П.» употреблялось главным образом в старом цирке, ныне П. называют манипуляторами. Престиж Прести'ж(франц. prestige, первоначальное значение - обаяние, очарование, от лат. praestigium - иллюзия, обман чувств), авторитет, уважение, доверие. Престиссимо Прести'ссимо(итал. prestissimo, превосходная степень от presto - быстро) в музыке, обозначение очень быстрого темпа. Применяется наряду с «составными» терминами presto assai, presto molto (см. ) с 17 в. Часто используется в заключительных разделах финальных частей сонатно-симфонических циклов. Престо Пре'сто(итал. Presto - быстро) в музыке, обозначение быстрого темпа. Встречается с начала 17 в., в 18 в. стало означать более быстрый сравнительно с темп. Термин «П.» используется и в сочетании с дополнительными уточняющими терминами - presto assai, presto molto (очень быстро), presto ma non tanto и presto ma non troppo (не очень быстро). См. также . Престон Пре'стон(Preston), город в Великобритании, в Северо-Западной Англии, в графстве Ланкашир. Морской порт в эстуарии р. Рибл, близ впадения её в Ирландское море. 97,4 тыс. жителей (1971). Крупный ж.-д. узел. Один из важнейших центров текстильной (хлопчато-бумажной, шерстяной ткани, ткани из искусственного волокна) Ланкаширского промышленного района. Авиа- и локомотивостроение, электротехническая, кожевенно-обувная, химическая, фармацевтическая промышленность. Близ П., в Лейленде - автомобилестроение. В районе П. во время 17 августа 1648 (в период 2-й гражданской войны) произошло решающее сражение между революционной армией генерала О. и англо-шотландскими роялистами во главе с герцогом Дж. Гамильтоном и М. Лэнгдейлом. Несмотря на превосходство противника в численности (свыше 20 тыс. чел. против 9 тыс.), Кромвель, воспользовавшись отсутствием взаимодействия между роялистскими отрядами, разбил комбинированными действиями пехоты и конницы сначала английских роялистов Лэнгдейла, а затем шотландцев Гамильтона. В ходе начавшегося 19 августа преследования роялистских войск Кромвель завершил разгром их пехоты. Исход сражения предрешил полную победу революционной армии во 2-й гражданской войне. Преступление Преступле'ние, наиболее существенное нарушение законности и правопорядка, влекущее за собой уголовное .Советский уголовный закон (например, Основы уголовного законодательства Союза ССР и союзных республик, ст. 7) определяет П. как предусмотренное законом общественно опасное деяние (действие или бездействие), посягающее на советский общественный или государственный строй, социалистическую систему хозяйства, социалистическую собственность, личность, политические, трудовые, имущественные и иные права граждан, а также иные деяния против социалистического правопорядка. Совокупность признаков, при наличии которых определённое деяние считается П., называется . Главные свойства П. - его и уголовная противоправность. Эти признаки отражают политические, идеологические, нравственные воззрения господствующих в данном обществе классов, поэтому и П. - категория классовая. Признание тех или иных человеческих поступков П. есть их оценка с позиций господствующих классов: то, что в одном обществе считается общественно опасным и преступным, в другом может не считаться таковым. Например, в СССР и других социалистических странах П. являются пропаганда войны, нарушение национального и расового равноправия, частнопредпринимательская деятельность и коммерческое посредничество, спекуляция и т.д., в уголовном праве некоторых капиталистических государств многие подобные действия не наказуемы. В социалистическом обществе, свободном от классовых антагонизмов, понятие П. охватывает действительно общественно опасные деяния, противоречащие интересам подавляющего большинства членов общества. Общественную опасность П. в социалистическом обществе определяет значение борьбы с ним, обусловливает нетерпимость к П., единство усилий государства и граждан по ликвидации преступности, справедливость применяемых государством мер уголовного наказания. Характер и степень общественной опасности П. являются основанием для отграничения П. от иных и проступков (мелкое хулиганство, мелкое хищение, мелкая спекуляция, некоторые нарушения правил на транспорте и т.п.), которые в силу меньшей степени их общественной опасности влекут не уголовную, а административную или дисциплинарную ответственность. Общественную опасность может иметь лишь конкретное деяние (действие, а для ряда составов - бездействие, например ) ,т.к. оно способно причинить вред или создать опасность его наступления. Поскольку общественно опасным является не только фактическое причинение вреда правоохраняемым интересам, но и создание реальной угрозы такого вреда, закон признаёт уголовно наказуемым как оконченное преступление, так и не завершенную помимо воли виновного преступную деятельность - приготовление к П. и покушение на П. В ряде случаев закон считает законченным П. преступные действия независимо от их реального результата ( ,незаконное хранение или ношение ,незаконное врачевание и т.д.). Каждый состав П. характеризуется определённым объектом (общественные интересы и ценности, против которых направлено данное П.), его объективной стороной (характер деяния, способ его совершения), субъектом П. (личность преступника) и субъективной стороной (психологическое отношение преступника к содеянному, прежде всего его ,её формы). Все эти элементы характеризуют общественную опасность преступного деяния. Объект П. служит основой для классификации преступных деяний. В одних случаях объект П. настолько значителен (например, при П. против основ общественного и государственного строя, против жизни человека), что всякое посягательство на него представляет серьёзную общественную опасность и признаётся П. В других случаях значение объекта не столь всеобъемлюще и деяния, посягающие на него, рассматриваются как преступные лишь при наличии специальных условий: например, преступными считаются только умышленные действия или совершенные особым способом, или причинившие существенный вред (при небрежном хранении огнестрельного оружия и т.п.). Объективными критериями общественной опасности П. являются также характер его последствий, способы, а в ряде случаев - место, время, особая обстановка его совершения. Например, тяжесть вреда, причинённого здоровью, служит основанием для разграничения различных по степени опасности видов телесных повреждений - тяжких, менее тяжких и лёгких; умышленное убийство считается более тяжким П., если оно совершено с особой жестокостью. Оценка субъективной стороны существенна, т.к. при отсутствии вины причинение вреда правоохраняемым интересам вообще не может рассматриваться как П. Форма вины (умысел, неосторожность) имеет важное значение для квалификации П. и меры наказания: например, за умышленное убийство установлено более суровое наказание, чем за неосторожное, хотя в обоих случаях результат П. - лишение жизни человека (см. также ) .В понятие субъективной стороны П. входят его мотивы и цель (например, спекуляция считается П., если скупка и перепродажа товаров производилась в целях наживы). Общественная опасность П. во многом определяется его субъектом - личностью виновного. Некоторые деяния признаются преступными лишь потому, что они совершены лицом, находившимся в особых отношениях с потерпевшим, в силу чего его действия приобретают повышенную опасность по сравнению с аналогичным поведением иных лиц (например, доведение до самоубийства лицом, от которого потерпевший был материально или иным образом зависим; злостное уклонение родителей от уплаты взысканных по суду средств на содержание детей). Иногда деяние признаётся преступным, если только оно совершено лицом, ранее уже привлекавшимся за подобные действия к административной ответственности, или лицом, к которому по обстоятельствам дела не могут быть применены меры общественного воздействия, и т.п. Личность виновного имеет значение также для определения степени общественной опасности некоторых видов П. Так, аборт, сделанный лицом, не имеющим медицинского образования, признаётся более общественно опасным деянием, чем незаконное производство аборта врачом; неоказание помощи считается более тяжким П., если оно совершено лицом, которое обязано было заботиться о потерпевшем. Советское уголовное право отвергает т. н. -привлечение к ответственности за действие (бездействие), причинившее общественно вредные последствия, если опасность содеянного лицо не предвидело и по обстоятельствам дела предвидеть не могло, т. е. без вины. Обязательной предпосылкой вины является способность лица понимать характер своих действий и сознательно руководить ими. Только человек, обладающий такой способностью, может быть субъектом преступления. Советский закон устанавливает, что уголовной ответственности подлежат лица, которым до совершения П. исполнилось 16 лет; лишь за некоторые виды П., общественная опасность которых понятна и в более раннем возрасте (например, убийство, изнасилование, злостное хулиганство), уголовная ответственность наступает с 14 лет. Субъектом П. могут быть только психически здоровые, вменяемые лица (см. также , ) . П. является не всякое общественно опасное деяние, а лишь противоправное, т. е. предусмотренное в качестве П. действующим уголовным законом и запрещенное им под угрозой наказания. В СССР общие основания и условия уголовной ответственности определены Основами уголовного законодательства Союза ССР и союзных республик 1958. В каждой союзной республике действует (УК), содержащий исчерпывающий перечень деяний, признаваемых П. Ответственность за П. наступает по УК той республики, на территории которой П. было совершено. Человек может быть привлечён к уголовной ответственности лишь в том случае, если в его действиях имеется предусмотренный законом состав П., и лишь за то П., состав которого в действиях данного лица установлен; в уголовном праве не допускается. Не влечёт уголовной ответственности деяние, причинившее вред, если оно совершено в состоянии необходимой обороны и крайней необходимости. Определяющее значение общественная опасность имеет и в вопросе давности уголовного преследования. Освобождение от уголовной ответственности по давности в значительной мере обусловлено тем, что по истечении определённого времени общественная опасность деяния и лица, его совершившего, утрачивается, хотя противоправность деяния сохраняется. Закон предусматривает также освобождение от уголовной ответственности в случаях, когда вследствие изменения обстановки совершенное виновным деяние перестало быть общественно опасным. См. также , .
Лит.:Пионтковский А. А., Учение о преступлении по советскому уголовному праву, [М., 1961]; Самощенко И. С., Понятие правонарушения по советскому законодательству, М., 1963; Курс советского уголовного права, т. 1, гл. 2, Л., 1968. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98, 99 |
|||||||