|
|
Популярные авторы:: Грин Александр :: Азимов Айзек :: Борхес Хорхе Луис :: БСЭ :: Сименон Жорж :: Горький Максим :: Раззаков Федор :: Лесков Николай Семёнович :: Чехов Антон Павлович :: Толстой Лев Николаевич Популярные книги:: The Boarding House :: Миф Свободы и путь медитации :: История Таурена :: 200 км танков. О российско-грузинской войне :: Небесные творцы :: Один год :: Глухая тропа :: Отражение в неправильном зеркале :: Десятое правило волшебника, или Фантом :: Нечто новое |
Большая Советская Энциклопедия (ПР)ModernLib.Net / Энциклопедии / БСЭ / Большая Советская Энциклопедия (ПР) - Чтение (стр. 87)
Для П. применяют специальные машины (см. ), аппараты и приспособления. Наименее эффективно П. семян и посадочного материала в день посева или посадки, наиболее эффективно - за 5-8 месдо высева или посадки. П. проводят в спецодежде, на открытой площадке или под навесом, которые должны находиться не ближе чем за 200 мот жилых и животноводческих помещений и источников питьевой воды. Продолжительность рабочего дня не более 4 ч.См. также .
Лит.:Калашников К. Я., Протравливание семян сельскохозяйственных культур, Л. - М., 1961. К. Я. Калашников. Протравливатель Протра'вливатель,машина для химического семян пестицидами в целях уничтожения возбудителей болезней или вредителей зерна. В зависимости от типа основного рабочего органа выпускаемые в СССР П. разделяют на шнековые (ПСШ-З) и барабанные (ПЗ-10 «Колос»). Шнековый П. ( рис. 1 ) может обрабатывать семена полусухим или мокрым способом. При работе П. семена непрерывно загружаются погрузчиком в бункер семян, из которого они направляются подающим механизмом в кожух смесительного шнека. Одновременно в шнек поступают ядохимикаты из специального бункера и вода из резервуара для смачивания компонентов. Шнек, перемещая компоненты к выгрузным окнам, перемешивает их и сбрасывает смесь в мешок или кучу. Производительность П. (при обработке пшеницы) 3 т/ч.Машина приводится в действие от электродвигателей мощностью 0,6 квт.Обслуживают П. 2 рабочих. Барабанный П. ( рис. 2 ) обрабатывает семена жидкими мелкодисперсными суспензиями ядохимикатов. Ядохимикаты загружают в резервуар, в который при включении компрессора через эжектор и шланг поступает вода. Образовавшаяся суспензия интенсивно перемешивается мешалкой и в мелкораспылённом виде подаётся форсункой во вращающийся смесительный барабан. Сюда же самотёком поступают из бункера семена, перемешиваются с суспензией и выгружаются шнеком в транспортные средства. Производительность П. 10-15 т/ч.Рабочие органы его приводятся в действие от электродвигателя мощностью 7 квт.Обслуживают П. машинист и 2 рабочих. Зарубежные П. имеют аналогичную технологическую схему. 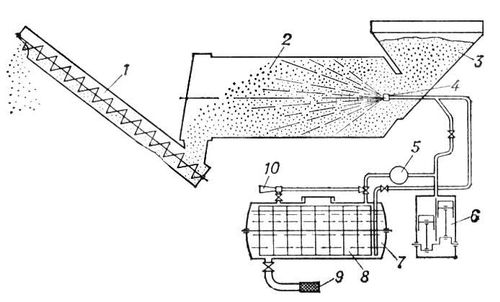
Рис. 2. Барабанный протравливатель: 1 - выгрузной шнек; 2 - смесительный барабан; 3 - бункер семян; 4 - распыливающая форсунка; 5 - воздушный редуктор; 6 - компрессор; 7 - резервуар для суспензии ядохимикатов; 8 - мешалка; 9 - шланг с сетчатым фильтром; 10 - эжектор. 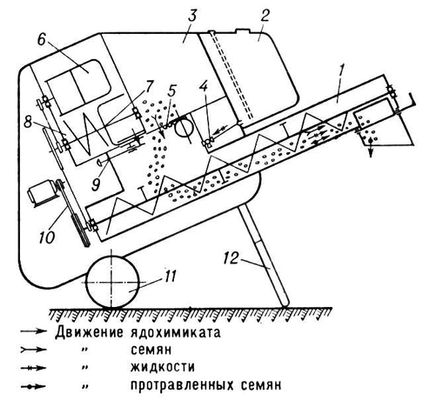
Рис. 1. Шнековый протравливатель: 1 - смесительный шнек; 2 - резервуар для воды; 3 - бункер для семян; 4, 5 и 9 - дозирующие механизмы; 6 - ворошилка; 7 - подающий механизм; 8 - бункер ядохимикатов; 10 - приводной механизм; 11 - рама с колесным ходом; 12 - подставка. Протравное крашение Протравно'е кра'шение,см. . Протравные красители Протравны'е краси'тели,синтетические ,при крашении которыми употребляются вспомогательные вещества - протравы. Различают П. к. для хлопка и для шерсти. В качестве протравы при крашении шерсти применяют Na 2Cr 2O 7; в процессе крашения шестивалентный хром переходит в трёхвалентный, который образует с красителем и шерстью устойчивое комплексное соединение. Поэтому такие красители называются хромовыми. П. к. для хлопка ввиду недостаточной устойчивости окрасок почти не применяются. По химическому строению П. к. - это и ,однако последние часто применяются и без протравы. Способность к комплексообразованию с трёхвалентным хромом у П. к. обусловливается присутствием в их составе специфических групп атомов (например, двух групп OH или групп OH и NH 2, или COOH и OH в ортоположениях к азогруппе). Примером П. к. может служить хромовый синий 2 К:
При крашении шерсти П. к. дают исключительно устойчивую окраску и широко применяются в тех случаях, когда не требуются яркие цвета. Лит.:Чекалин М. А., Пасеет Б. В., Иоффе Б. А., Технология органических красителей и промежуточных продуктов, Л., 1972. М. А. Чекалин. Протромбин Протромби'н(от лат. pro - раньше, перед, вместо и ), белок плазмы крови человека и животных, важнейший компонент системы .По химической природе П. - гликопротеид, содержащий около 12% углеводов; белковая часть молекулы представлена одной полипептидной цепью; молекулярная масса около 70000. П. - предшественник фермента тромбина, стимулирующего формирование . В организме активация П. в тромбин осуществляется протромбиназой, представляющей комплекс фосфолипида и ионов Ca 2+с факторами свёртывания V (глобулиновый акцелератор) и X a(тромбокиназа, аутопротромбин С). Последний является и активным началом протромбиназы. При превращении в тромбин молекула П. уменьшается примерно вдвое, теряя 3/ 4всех углеводов. Биосинтез П. протекает в клетках печени и регулируется витамином К, образуемым .При его недостатке уровень П. в крови падает (в норме около 10 мг%), что может приводить к кровоточивости (ранняя детская геморрагия, обтурационная желтуха, некоторые болезни печени). Полагают, что недостаток витамина К приводит к биосинтезу аномальных молекул П. и снижению его способности превращаться в тромбин. В медицинской практике для характеристики системы свёртывания крови больного определяют уровень П. - т. н. протромбиновый индекс. Лит.:Magnusson S., Thrombin and prothrombin, в книга: The enzymes, 3 ed., v. 3, N, Y. - L., 1971. И. П. Баскова. Протрохофора Протрохофо'ра,свободноплавающая личинка морских низших червей. Подобно имеет чувствительную теменную пластинку и предротовой венчик ресничек, но, в отличие от неё, не имеет заднепроходного отверстия. К личинкам протрохофорного типа относятся некоторых многоветвистокишечных ресничных червей и немертин. Протуберанц-спектроскоп Протубера'нц-спектроско'п,специальный спектроскоп, предназначенный для наблюдений , находящихся на краю солнечного диска. К 70-м гг. 20 в. П.-с. потерял научное значение. См. . Протуберанцы Протубера'нцы(нем. Protuberanzen, от лат. protubero - вздуваюсь), светящиеся образования из раскалённых газов, наблюдаемые на краю диска Солнца. В проекции на солнечный диск П. заметны в виде тёмных волокон. См. . Протягивание Протя'гивание,процесс обработки металлов резанием на многолезвийным режущим инструментом - .Применение П. целесообразно при обработке больших партий деталей, т. е. в крупносерийном и массовом производстве (ввиду сложности изготовления и высокой стоимости протяжек). В зависимости от порядка срезания при П. различают следующие виды резания: а) профильное, при котором все режущие зубья протяжки снимают припуск, но не участвуют в окончательном формировании поверхности, последний же зуб придаёт ей окончательную форму; б) генераторное, при котором каждый режущий зуб протяжки, срезая припуск, одновременно участвует в построении поверхности; в) прогрессивно-групповое, применяемое при снятии относительно больших припусков, когда все зубья, распределённые по группам (2-3 зуба), снимают слой металла не сразу по всей ширине, а частями. Существуют свободный и координатный методы П. При свободном методе протяжка обеспечивает получение только размеров и формы поверхности; при координатном, - кроме того, точное расположение обработанной поверхности относительно базовой. Припуск под П. составляет для отверстий в поковках и отливках 2-6 мм; для отверстий, полученных сверлением, зенкерованием или растачиванием, 0,2-0,5 мм.Скорость резания при П. сравнительно низка (2-15 м/мин), однако производительность П. высока, т.к. велика суммарная длина одновременно работающих режущих кромок. Точность обработки при П. - 3-2-й класс; шероховатость обработанной поверхности - 7-9-й класс. Особенность процесса резания при П. - постоянное накопление стружки во впадинах перед каждым зубом. Для лучшего размещения стружки и предотвращения заклинивания протяжки зубья часто снабжаются стружколомающими канавками. Лит.:Вульф А. М., Резание металлов, 2 изд., Л., 1973. Н. А. Щемелев. Протяжка (в металлообработке) Протя'жкав металлообработке, 1) операция, применяемая при (например, ) с целью уменьшения толщины стенки и увеличения длины исходной заготовки, имеющей форму стакана и обычно полученной в результате несквозной .Под действием заготовка протягивается через одну или несколько последовательно расположенных матриц. Обычно П. производят на протяжных . 2) То же, что . Протяжка (инструмент) Протя'жка,многолезвийный для обработки сквозных отверстий и наружных поверхностей деталей на .В зависимости от формы обрабатываемой поверхности различают П.: цилиндрические, гранёные (квадратные, шестигранные и др.), шлицевые, шпоночные, наружные плоские, наружные фасонные. У П. для внутреннего ( рис. , а) зубья, расположенные на режущей части (постепенно возвышающиеся), выполняют основную работу по срезанию .Калибрующая часть П. имеет от 3 до 8 зубьев; первый из них срезает очень малый слой металла и придаёт отверстию окончательную форму, остальные являются запасными (работают после переточек П.). П. для наружного протягивания ( рис. , б) изготовляются в виде прямоугольного бруска; имеют режущую и калибрующую части. Кроме режущих, применяют выглаживающие П., которые не режут, а выравнивают и уплотняют металл; уплотнённый слой обладает высокой износостойкостью. Зубья выглаживающих П. не имеют углов резания; такие зубья делают иногда на калибрующей части режущей П. 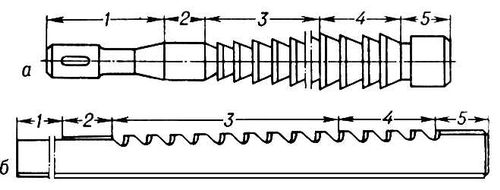
Протяжки: а - для внутреннего протягивания; б - для наружного протягивания; 1 - хвостовик; 2 и 5 - передняя и задняя направляющие части; 3 - режущая часть; 4 - калибрующие зубья. Протяжная печь Протяжна'я печь, для обработки металлической ленты, непрерывно протягиваемой через рабочее пространство по опорным роликам или на газовой подушке. Одну или несколько разных П. п. включают в состав поточных линий, в которых наряду с термической и термохимической обработкой ленту очищают, травят, наносят на неё покрытия (цинковое, алюминиевое, пластиковое, электроизоляционное и др.), окрашивают, сушат, правят и т.д. П. п. классифицируют по назначению (например, для закалки, нормализации, отжига, отпуска) и по конструкции - горизонтальные и вертикальные ( рис. ). Длина горизонтальных П. п. достигает 300 м,производительность до 75 т/ч.В них обрабатывают ленту шириной до 2,5 м,толщиной 0,2-6 ммсо скоростью до 4 м/сек.Для повышения производительности и экономии площади цеха иногда печи делают 2-5-этажными. Высота вертикальных П. п. 15-45 м,число оборотов ленты 1-50. Общая длина ленты в печи достигает 1 км.В многооборотных вертикальных П. п. обрабатывают ленту толщиной 0,05-1,5 ммпри скорости до 10 м/ секс производительностью до 100 т/ ч,а в однооборотных - ленту толщиной до 3 мм.Опорные ролики изготовляют из жаропрочной стали. Приводы роликов электрические. Большинство П. п. многокамерные: камеры нагрева, выдержки, медленного и быстрого охлаждения, закалки, сушки и др. устанавливают последовательно и соединяют тамбурами или разделяют перегородками. Число, размеры, назначение, температурный и газовый режим камер выбирают в зависимости от технологии обработки. Тепловой режим П. п. - постоянный во времени и переменный по длине печи. Нагревательные и охлаждающие элементы располагают в печи по обе стороны ленты. П. п. без атмосферы контролируемого состава работают с непосредственным пламенным нагревом и охлаждением ленты воздухом или водой. При работе с атмосферой контролируемого состава П. п. обогревают или электрическими нагревателями сопротивления, а в камерах охлаждения воздух или вода отделены от ленты и передают тепло к ней через стенки стальных труб или муфеля. Для ускорения нагрева и охлаждения ленты в П. п. применяют циркуляцию печной атмосферы. Перспективны П. п. с использованием скоростных способов нагрева и охлаждения (газоструйного, электроннолучевого, в металлических и солевых расплавах и др.). Особые возможности открывает метод транспортирования ленты на газовой подушке с применением струйного нагрева и охлаждения ленты. Лит.:Аптерман В. Н., Тымчак В. М., Протяжные печи, М., 1969; Справочник конструктора печей прокатного производства, под ред. В. М. Тымчака, т. 1-2, М., 1970. В. Н. Аптерман. 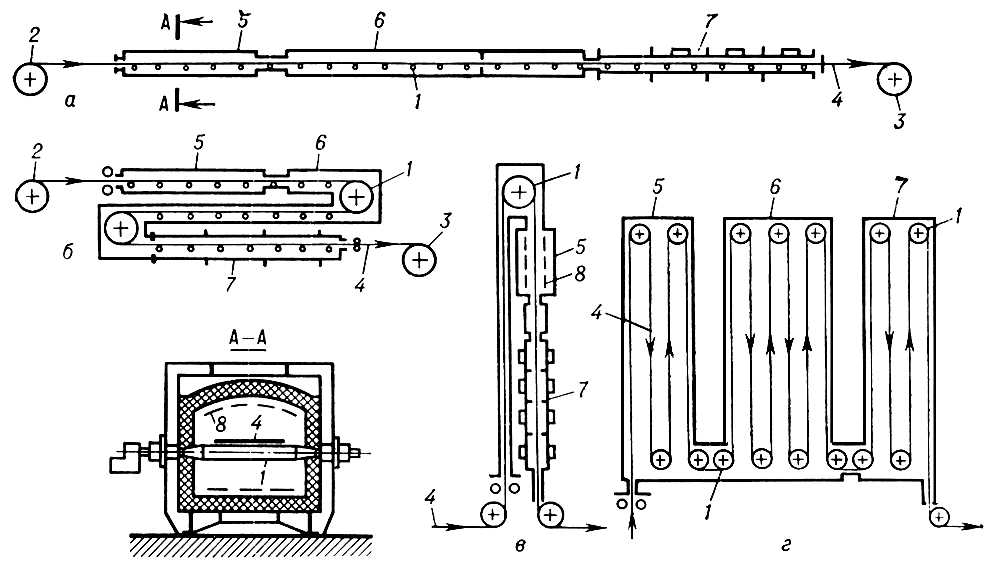
Основные схемы протяжных печей: а - горизонтальная; б - горизонтальная 3-этажная; в - вертикальная однобортная; г - вертикальная многобортная; 1 - опорный ролик; 2 и 3 - устройства для разматывания и сматывания рулонов; 4 - металлическая лента; 5 - камера нагрева; 6 - камера выдержки; 7 - камера охлаждения; 8 - нагреватели. Протяжной станок Протяжно'й стано'к, для обработки поверхностей различного профиля инструментом - .П. с. разделяются на станки общего назначения и специальные, служат для обработки ( ) внутренних и наружных поверхностей. В П. с. рабочим движением является прямолинейное движение каретки, несущей протяжку, либо заготовки при неподвижной протяжке. Выпускаются модели П. с. с горизонтальным ( рис. ) и вертикальным расположением кареток (от одной до 6), одно- и многопозиционные (с поворотными столами для установки нескольких деталей). Особую группу П. с. составляют т. н. станки непрерывного действия - цепные и ротационные. Основные параметры П. с.: тяговая сила, развиваемая кареткой, достигающая у некоторых П. с. 1 Мн(100 тс), и длина хода каретки (до 2 м). Скорости протягивания в станках общего назначения составляют 15-20 м/ мин, в специальных станках - до 90 м/ мин, в станках непрерывного действия - 1,5-15 м/ мин.Привод станка обычно гидравлический, в высокоскоростных станках - электромеханический. П. с. применяются в массовом и крупносерийном производстве, обеспечивают высокую точность (1-2-го класса), малую шероховатость обработанных поверхностей (до 8-10-го класса). Тенденции развития П. с.: автоматизация операций установки заготовки и снятия готовой детали со станка; автоматизация движений подвода инструмента к заготовке, крепления его в зажимном патроне, возвращения в исходное положение; разработка компоновки станка, при которой тяговая сила соосна силе протягивания, что обеспечивает существенное снижение сил трения в направляющих каретки и, как следствие, повышение точности обработки; встраивание П. с. в автоматические линии. Лит.:Металлорежущие станки, 2 изд. т. 1, М., 1965. Г. А. Левит. 
Горизонтальный протяжной станок для внутреннего протягиваня: 1 - станина; 2 - патрон для зажима детали; 3 - протяжка; 4 - каретка; 5 - направляющие; 6 - пульт управления. Профаг Профа'г(от греч. prу - раньше, перед и phбgos - пожиратель), латентная (скрытая) неинфекционная форма умеренного ,присутствующая в лизогенных бактериях (см. ) .Представляет собой (ДНК) умеренного фага, объединённую с ДНК лизогенизированной бактерии. ДНК П. по размерам составляет примерно 1/ 50- 1/ 100от размера ДНК бактериальной хромосомы и содержит около 10 5пар .Т. о., П. является целым фага, включающим около 100 генов. П. чаще занимает определённое место в хромосоме бактерии и наследуется так же, как обычные бактериальные .Так, П. фага l локализован в хромосоме кишечной палочки рядом с геном, контролирующим расщепление углевода галактозы. (Местонахождение П. генетически контролируется специальной его областью, составляющей около 1/ 15общей длины генома.) П. непатогенен для бактериальной клетки и на протяжении многих поколений воспроизводится одновременно с бактериальной хромосомой. Однако в части растущих лизогенных бактерий (~ 1 клетка на миллион) П. переходит в инфекционное состояние - индуцируется. В результате индукции он превращается во внутриклеточный вегетативный фаг, не связанный с бактериальной хромосомой. При его размножении происходит и гибель бактериальной клетки. Отдельные лизогенные бактерии могут нести несколько П. См. также ст. и лит. при ней. Л. В. Колобов. Профаза Профа'за(от греч. prу - раньше, перед и phбsis - появление), одна из стадий митотического деления клетки - .В П. происходит спирализация ,состоящих уже из 2 сестринских хроматид, и формирование .У большинства клеток в П. ядерная оболочка распадается на отдельные фрагменты, ядрышко разрушается. Профанация Профана'ция(от лат. profanatio - осквернение святыни), искажение, извращение; непочтительное отношение к достойному уважения, опошление (идеи, учения, произведений искусства и т.д.). Проферменты Проферме'нты,преферменты, зимогены, неактивные предшественники ,образующиеся в процессе их биосинтеза. Превращаются в активные ферменты в результате реакции т. н. ограниченного :после расщепления обычно одной пептидной связи в молекуле П. происходит частичное изменение её структуры, которое приводит к окончательному формированию фермента. В виде П. синтезируются многие животных и бактерий (типичные П. - пепсиноген, трипсиноген, ), а также фосфолипаза. Биологическое значение П. заключается в предотвращении преждевременного проявления ферментативной активности внутри клеток и тканей, в которых осуществляется биосинтез ферментов. Профессионализм Профессионали'зм,слово, характерное для той или иной профессии, часто сохраняет диалектные черты района бытования. Многие П. непонятны для людей другой профессии, например П. лесосплавщиков: «кошма» - плот леса, «кошель» - до 5 тыс. бревен; коневоды различают до 35 названий конской побежки («ступа», «хода», «нарысь» и т.д.). Профессиональная армия Профессиона'льная а'рмия,армия, в которой военная служба является для всего личного состава основной профессией и родом деятельности. В истории П. а. известны в Древней Греции, Древнем Риме и др. государствах; в 14-18 вв. в странах Западной Европы - Франции, Италии, Германии, Испании, Нидерландах и др. существовали (вначале непостоянные, а затем постоянные), состоявшие из воинов-профессионалов. В России регулярная армия 18 - 1-й половины 19 вв., комплектовавшаяся рекрутами, служившими в армии длительный срок, также фактически являлась П. а. В 19 в. с введением в большинстве европейских стран всеобщей вооруженные силы стали комплектоваться гражданами, призываемыми на сравнительно короткий срок военной службы. В современных вооруженных силах П. а. (полностью или частично) существуют в Великобритании, США и некоторых др. государствах. Профессиональная ориентация Профессиона'льная ориента'ция,система научно обоснованных мероприятий, направленных на подготовку молодёжи к выбору (с учётом особенностей личности и потребностей народного хозяйства в кадрах), на оказание помощи молодёжи в профессиональном самоопределении и трудоустройстве. В СССР и др. социалистических странах П. о. - часть системы коммунистического воспитания, одно из средств рационального распределения трудовых ресурсов. П. о. способствует всестороннему развитию личности, раскрытию её потенциальных возможностей, интенсификации процесса обучения. В СССР работа по П. о. началась ещё в 20-х гг. В системе Наркомата труда РСФСР были организованы бюро профессиональной консультации (в Ленинграде, Свердловске, Брянске, Киеве, Ярославле и др.), Межведомственный координационный совет по профессиональному подбору и профессиональной консультации, специальные лаборатории и кабинеты П. о. включает ознакомление молодёжи с отраслями народного хозяйства, формами профессиональной подготовки, с потребностями народного хозяйства в кадрах, возможностями трудоустройства, пропаганду наиболее нужных народному хозяйству профессий; формирование определённой профессиональной направленности, непосредственную помощь в выборе профессии, в трудоустройстве. Важнейшее направление П. о. - формирование у молодёжи интереса к рабочим специальностям. С П. о. тесно связаны профессиональный отбор, профессиональная адаптация. П. о. осуществляется с учётом составляемых в масштабе республик и областей планов приёма учащихся средних школ в профтехучилища, средние специальные и высшие учебные заведения. Ведущая роль в П. о. учащихся принадлежит средней общеобразовательной школе, где П. о. - органическая часть учебно-воспитательного процесса (изучение основ наук, политехническое образование, трудовое обучение и воспитание). П. о. учащихся старших классов, обучение их первоначальным навыкам труда по избранной профессии, ознакомление с трудовыми процессами и содержанием труда рабочих на предприятиях - основные задачи межшкольных учебно-производственных комбинатов, которые создаются исполкомами городских и районных Советов депутатов трудящихся с участием промышленных и с.-х. предприятий, государственных и кооперативных организаций и находятся в ведении органов народного образования. Для учащихся проводятся экскурсии на производство и в учебные заведения, индивидуальные и групповые профессиональные консультации, встречи с представителями разных профессий; осуществляется изучение школьников путём наблюдений, опросов, анкетирования. В работе по П. о. школе помогают предприятия, профессионально-технические, средние специальные и высшие учебные заведения (дни открытых дверей, кружки, олимпиады и др.), специальные профориентационные учреждения (создаваемые главным образом в системе народного образования), комиссии по трудоустройству молодёжи и комиссии по делам несовершеннолетних при исполкомах Советов депутатов трудящихся, общественные организации и др., радиовещание, телевидение, периодическая печать. Издаётся литература по вопросам теории и практики П. о. руководят работой по П. о. органы народного образования, профтехобразования и по использованию трудовых ресурсов. В республиках, краях и областях, городах и районах функционируют межведомственные советы по П. о. Широкое развитие практическая и научно-исследовательская работа по П. о. получила и в др. социалистических странах. В крупных капиталистических странах П. о. стала одним из направлений деятельности буржуазного государства в области экономического и социального распределения кадров в интересах развития капиталистического производства, идеологического воздействия на молодежь. Работа по П. о. в общеобразовательных школах включает изучение подростков (применяются различные методы определения профессиональной пригодности, особенно распространены испытания с помощью ), ознакомление учащихся с профессиями, рынком труда, возможностями получения профессиональной подготовки. Биржи труда и специальные профориентационные учреждения направляют эту работу, осуществляют групповое и индивидуальное консультирование учащихся. Организована подготовка кадров по П. о. на курсах и в специальных учебных заведениях. Общее руководство работой по П. о. принадлежит, как правило, министерствам труда. Важное значение придается разработке характеристик профессии и их классификации. Регулярно выпускаются справочники (словари), содержащие сведения о профессиях, о текущих и перспективных потребностях в кадрах, путях получения специальности. Ю. П. Аверичев. Профессиональная подготовка Профессиона'льная подгото'вка,совокупность специальных знаний, умений и навыков, позволяющих выполнять работу в определённой области деятельности. В зависимости от различают 4 основных уровня П. п., требующих соответствующего профессионального образования: высшего, среднего специального, профессионально-технического и элементарного (подготовка работников низшей квалификации на профессиональных курсах, путём бригадно-индивидуального обучения на производстве и др.). П. п. совершенствуется в процессе трудовой деятельности, в системе ,путём . Профессиональная преступность Профессиона'льная престу'пность,см. . Профессиональное заболевание Профессиона'льное заболева'ние,особая категория болезней, вызываемых исключительно или преимущественно влиянием производственной среды или трудового процесса, оказывающих неблагоприятное воздействие на организм работающего. В СССР список П. з. и инструкция по его применению утверждены министерством здравоохранения и ВЦСПС 25-26 февраля 1970. Для лиц, страдающих П. з., установлен ряд льгот в области условий труда, социального страхования и обеспечения. См. также . Профессиональное образование Профессиона'льное образова'ние, образование, получаемое в процессе обучения в высших, средних специальных и профессионально-технических учебных заведениях, а также на специальных курсах. См. , , , ; статьи об отдельных отраслях образования, например , . Профессионально-технические учебные заведения Профессиона'льно-техни'ческие уче'бные заведе'нияучилища и школы различного типа и профиля, осуществляющие подготовку квалифицированных рабочих; основное звено системы . До появления крупной машинной индустрии профессиональное обучение рабочих проводилось в основном в процессе ремесленного ученичества на производстве, хотя отдельные профессиональные учебные заведения существовали с древности. Первые профессионально-технические школы созданы в Германии в начале 18 в., во Франции в начале 19 в., в США в 70-х гг. 19 в. В России первые П.-т. у. з. ( и др.) появились в начале 18 в., однако более широкое развитие они получили с середины 19 в. в связи со значительной потребностью капиталистического производства в квалифицированных рабочих. В соответствии с «Основными положениями о промышленных училищах» (1888), имевшими силу закона, устанавливались 2 типа П.-т. у. з.: низшие технические училища и ремесленные училища, которые готовили младший технический персонал, бригадиров (старших рабочих), фабричных и заводских рабочих. Созданные в 1893 школы ремесленных учеников давали подросткам профессиональные знания и умения, необходимые для освоения ремесла по окончании школы. В конце 19 - начале 20 вв. для подготовки с.-х. рабочих были организованы низшие ремесленные школы и сельские ремесленные учебные мастерские. В школы и училища, как правило, принимались подростки 13-15 лет, окончившие городские, уездные или сельские двухклассные начальные училища (обучались 3-5 лет). В 1913 было около 100 профтехшкол и училищ (106 тыс. учащихся). В первые годы Советской власти (1917-20) действовали: профтехшколы (срок обучения 3-4 г.), школы-клубы на предприятиях для общеобразовательной, профессиональной и политической подготовки работающей молодёжи (2 г.), учебно-показательные мастерские по подготовке рабочих для ремонта с.-х. машин и работы в мелкой и кустарной промышленности (3 г. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98, 99 |
|||||||