 |
|
Популярные авторы:: Андерсон Пол Уильям :: Лавкрафт Говард Филлипс :: Эллисон Харлан :: Ламур Луис :: Говард Роберт Ирвин :: БСЭ :: Ломер Кит :: Гилберт Честертон :: Дойл Артур Конан :: Саймак Клиффорд Дональд Популярные книги:: Справочник по реестру Windows XP :: Тень в зеркале :: Моя жизнь как фальшивка :: Дао - путь воды :: Последний коммунист :: Смерть, какую ты заслужил :: Шотландский лев :: Снежная страна :: Бурый волк :: Поминки |
Большая Советская Энциклопедия (СВ)ModernLib.Net / Энциклопедии / БСЭ / Большая Советская Энциклопедия (СВ) - Чтение (стр. 6)
В РЎРІР°СҖРҫСҮРҪСӢР№ РҝРҫР»СғавСӮРҫРјР°СӮ, или СҲлаРҪРіРҫРІСӢР№ РҝРҫР»СғавСӮРҫРјР°СӮ, - Р°РҝРҝР°СҖР°СӮ РҙР»СҸ РҙСғРіРҫРІРҫР№ СҒРІР°СҖРәРё, РІ РәРҫСӮРҫСҖРҫРј РјРөС…Р°РҪРёР·РёСҖРҫРІР°РҪР° РҝРҫРҙР°СҮР° СҚР»РөРәСӮСҖРҫРҙРҪРҫР№ РҝСҖРҫРІРҫР»РҫРәРё, Р° РҝРөСҖРөРјРөСүРөРҪРёРө РіРҫСҖРөР»РәРё РІРҙРҫР»СҢ СҒРІР°СҖРёРІР°РөРјСӢС… РәСҖРҫРјРҫРә РҫСҒСғСүРөСҒСӮРІР»СҸРөСӮСҒСҸ РІСҖСғСҮРҪСғСҺ. РҳРјРөСҺСӮСҒСҸ РҝРҫР»СғавСӮРҫРјР°СӮСӢ РҙР»СҸ СҒРІР°СҖРәРё РҪРөРҝлавСҸСүРёРјСҒСҸ СҚР»РөРәСӮСҖРҫРҙРҫРј СҒ РјРөС…Р°РҪРёР·РёСҖРҫРІР°РҪРҪРҫР№ РҝРҫРҙР°СҮРөР№ РҝСҖРёСҒР°РҙРҫСҮРҪРҫР№ РҝСҖРҫРІРҫР»РҫРәРё, РәРҫСӮРҫСҖР°СҸ РҝСҖРҫСӮалРәРёРІР°РөСӮСҒСҸ СҮРөСҖРөР· РіРёРұРәРёР№ РҪР°РҝСҖавлСҸСҺСүРёР№ СҲлаРҪРі или РҝРҫРҙаёСӮСҒСҸ СҒ РәР°СӮСғСҲРәРё РјРөС…Р°РҪРёР·РјРҫРј, РІСҒСӮСҖРҫРөРҪРҪСӢРј РІ РіРҫСҖРөР»РәСғ. РЎРІР°СҖРҫСҮРҪСӢРјРё РҝРҫР»СғавСӮРҫРјР°СӮами РҫСҒСғСүРөСҒСӮРІР»СҸСҺСӮ СҒРІР°СҖРәСғ РІ Р·Р°СүРёСӮРҪСӢС… газах , СҒРІР°СҖРәСғ РҫСӮРәСҖСӢСӮРҫР№ РҙСғРіРҫР№ Рё СҒРІР°СҖРәСғ РҝРҫРҙ флСҺСҒРҫРј . РңРөС…Р°РҪРёР·Рј РҝРҫРҙР°СҮРё РҝСҖРҫРІРҫР»РҫРәРё Рё РіРҫСҖРөР»РәР°, РҪахРҫРҙСҸСүР°СҸСҒСҸ РІ СҖСғРәРө СҒРІР°СҖСүРёРәР°, СҒРҫРөРҙРёРҪРөРҪСӢ РјРөР¶РҙСғ СҒРҫРұРҫР№ РіРёРұРәРёРј СҲлаРҪРіРҫРј (РҪР°РҝСҖавлСҸСҺСүРёРј РәР°РҪалРҫРј), РҝРҫ РәРҫСӮРҫСҖРҫРј Сғ РІ Р·РҫРҪСғ РіРҫСҖРөРҪРёСҸ РҙСғРіРё РҝРҫРҙаёСӮСҒСҸ СҚР»РөРәСӮСҖРҫРҙРҪР°СҸ РҝСҖРҫРІРҫР»РҫРәР° Рё РҝРҫРҙРІРҫРҙСҸСӮСҒСҸ СҒРІР°СҖРҫСҮРҪСӢР№ СӮРҫРә, флСҺСҒ Рё Р·Р°СүРёСӮРҪСӢР№ газ. ЧаСҒСӮСҢ СҒРІР°СҖРҫСҮРҪРҫРіРҫ Р°РҝРҝР°СҖР°СӮР° (авСӮРҫРјР°СӮР°, РҝРҫР»СғавСӮРҫРјР°СӮР°), РҫРұРөСҒРҝРөСҮРёРІР°СҺСүР°СҸ РҝРҫРҙРІРҫРҙ СҚР»РөРәСӮСҖРёСҮРөСҒРәРҫРіРҫ СӮРҫРәР° Рә СҚР»РөРәСӮСҖРҫРҙСғ Рё газа РІ Р·РҫРҪСғ РҙСғРіРё, или СғСҒСӮСҖРҫР№СҒСӮРІРҫ, РҝСҖРёРјРөРҪСҸРөРјРҫРө РҝСҖРё газРҫРІРҫР№ СҒРІР°СҖРәРө РҙР»СҸ СҖРөРіСғлиСҖРҫРІР°РҪРёСҸ СҒРІР°СҖРҫСҮРҪРҫРіРҫ РҝламРөРҪРё, РҪазСӢРІР°РөСӮСҒСҸ СҒРІР°СҖРҫСҮРҪРҫР№ РіРҫСҖРөР»РәРҫР№ . В РҗРІСӮРҫРјР°СӮ РҙР»СҸ СҚР»РөРәСӮСҖРҫСҲлаРәРҫРІРҫР№ СҒРІР°СҖРәРё ( СҖРёСҒ. 6 ) РәРҫРҪСҒСӮСҖСғРәСӮРёРІРҪРҫ РҫСӮлиСҮР°РөСӮСҒСҸ РҫСӮ авСӮРҫРјР°СӮРҫРІ РҙР»СҸ РҙСғРіРҫРІРҫР№ СҒРІР°СҖРәРё, СӮ. Рә. РҝСҖРё СҚСӮРҫРј РІРёРҙРө СҒРІР°СҖРәРё СҒРІР°СҖРёРІР°РөРјСӢРө РәСҖРҫРјРәРё Р·Р°РҪРёРјР°СҺСӮ РІРөСҖСӮРёРәалСҢРҪРҫРө РҝРҫР»РҫР¶РөРҪРёРө. РЎСғСүРөСҒСӮРІСғСҺСӮ авСӮРҫРјР°СӮСӢ, РҝРөСҖРөРјРөСүР°СҺСүРёРөСҒСҸ РҝРҫ СҖРөР»СҢСҒСғ или РҪРөРҝРҫСҒСҖРөРҙСҒСӮРІРөРҪРҪРҫ РҝРҫ РәСҖРҫРјРәам СҒРІР°СҖРёРІР°РөРјРҫР№ РҙРөСӮали. РҡСҖРҫРјРө СҒамРҫС…РҫРҙРҪРҫРіРҫ РјРөС…Р°РҪРёР·РјР° РҙР»СҸ РІРөСҖСӮРёРәалСҢРҪРҫРіРҫ РҙРІРёР¶РөРҪРёСҸ, авСӮРҫРјР°СӮ СҒРҪР°РұР¶РөРҪ РҙРІСғРјСҸ РҝРҫлзСғРҪами, РҝСҖРөРҙРҪазРҪР°СҮРөРҪРҪСӢРјРё РҙР»СҸ СғРҙРөСҖжаРҪРёСҸ СҒРІР°СҖРҫСҮРҪРҫР№ РІР°РҪРҪСӢ Рё С„РҫСҖРјРёСҖРҫРІР°РҪРёСҸ СҲРІР°, Рё РјРөС…Р°РҪРёР·РјРҫРј РәРҫР»РөРұР°РҪРёСҸ СҚР»РөРәСӮСҖРҫРҙРҫРІ РІРҙРҫР»СҢ Р·РөСҖРәала РІР°РҪРҪСӢ. В РўРөС…РҪРҫР»РҫРіРёСҮРөСҒРәРёРө РҝСҖРёСҒРҝРҫСҒРҫРұР»РөРҪРёСҸ,РёСҒРҝРҫР»СҢР·СғРөРјСӢРө СҒРІР°СҖСүРёРәРҫРј, СҒР»СғжаСӮ РҙР»СҸ СҒРұРҫСҖРәРё РҙРөСӮалРөР№ РҝРҫРҙ СҒРІР°СҖРәСғ Рё фиРәСҒР°СҶРёРё РёС…; РҙР»СҸ СҒРІР°СҖРәРё Р·Р°СҖР°РҪРөРө СҒРҫРұСҖР°РҪРҪСӢС… РҙРөСӮалРөР№; РҙР»СҸ СҒРҫРІРјРөСүРөРҪРёСҸ РҫРҝРөСҖР°СҶРёРё СҒРұРҫСҖРәРё Рё СҒРІР°СҖРәРё. Р’ завиСҒРёРјРҫСҒСӮРё РҫСӮ С…Р°СҖР°РәСӮРөСҖР° РҝСҖРҫРёР·РІРҫРҙСҒСӮРІР° РҝСҖРёСҒРҝРҫСҒРҫРұР»РөРҪРёСҸ РёР·РіРҫСӮРҫРІР»СҸСҺСӮ СғРҪРёРІРөСҖСҒалСҢРҪСӢРјРё или СҒРҝРөСҶиализиСҖРҫРІР°РҪРҪСӢРјРё (РҙР»СҸ РҫРҝСҖРөРҙРөлёРҪРҪСӢС… РёР·РҙРөлий). РһРҙРҪСғ РҙРөСӮалСҢ Рә РҙСҖСғРіРҫР№ РҝСҖижимаСҺСӮ РІРёРҪСӮРҫРІСӢРјРё, СҖСӢСҮажРҪСӢРјРё, СҚРәСҒСҶРөРҪСӮСҖРёРәРҫРІСӢРјРё, магРҪРёСӮРҪСӢРјРё Рё РҙСҖ. зажимами. РҳС… РёСҒРҝРҫР»СҢР·СғСҺСӮ РҙР»СҸ СҒРҫРөРҙРёРҪРөРҪРёСҸ РҫСӮРҙРөР»СҢРҪСӢС… РҙРөСӮалРөР№ (РҝРөСҖРөРҪРҫСҒРҪСӢРө зажимСӢ) Рё РҙР»СҸ РҫСҒРҪР°СүРөРҪРёСҸ СҒРІР°СҖРҫСҮРҪСӢС… СҒСӮРөРҪРҙРҫРІ. ДлСҸ фиРәСҒР°СҶРёРё СҒРІР°СҖРёРІР°РөРјСӢС… РҙРөСӮалРөР№ РёРҪРҫРіРҙР° РёСҒРҝРҫР»СҢР·СғСҺСӮ РҝСҖРёС…РІР°СӮСӢ, РҝСҖРёСҒРҫРөРҙРёРҪСҸРөРјСӢРө Рә СҒРІР°СҖРёРІР°РөРјСӢРј РҙРөСӮалСҸРј РІСҖРөРјРөРҪРҪСӢРјРё РәРҫСҖРҫСӮРәРёРјРё СҲвами. ДлСҸ СҒРұлижРөРҪРёСҸ или СҖазвРөРҙРөРҪРёСҸ СҒРІР°СҖРёРІР°РөРјСӢС… РәСҖРҫРјРҫРә или фиРәСҒР°СҶРёРё РёС… РҝРҫР»РҫР¶РөРҪРёСҸ СҒР»СғжаСӮ СҒСӮСҸР¶РәРё, СҖР°СҒРҝРҫСҖРәРё Рё РҙРҫРјРәСҖР°СӮСӢ. РЎРұРҫСҖРәСғ Рё СҒРІР°СҖРәСғ РёР·РҙРөлий РҫСҒСғСүРөСҒСӮРІР»СҸСҺСӮ РҪР° СғРҪРёРІРөСҖСҒалСҢРҪСӢС… Рё СҒРҝРөСҶиализиСҖРҫРІР°РҪРҪСӢС… СҒСӮРөРҪРҙах. РӨРёРәСҒР°СӮРҫСҖСӢ (СғРҝРҫСҖСӢ, РҝалСҢСҶСӢ, СҲСӮСӢСҖРё, СҲР°РұР»РҫРҪСӢ) СҒР»СғжаСӮ РҙР»СҸ РҫРҝСҖРөРҙРөР»РөРҪРёСҸ РҝРҫР»РҫР¶РөРҪРёСҸ СҒРІР°СҖРёРІР°РөРјСӢС… РҙРөСӮалРөР№ РҫСӮРҪРҫСҒРёСӮРөР»СҢРҪРҫ РІСҒРөРіРҫ РҝСҖРёСҒРҝРҫСҒРҫРұР»РөРҪРёСҸ. Рҡ СӮРөС…РҪРҫР»РҫРіРёСҮРөСҒРәРҫР№ РҫСҒРҪР°СҒСӮРәРө СҒСӮРөРҪРҙРҫРІ РҫСӮРҪРҫСҒСҸСӮСҒСҸ СӮР°РәР¶Рө флСҺСҒРҫСғРҙРөСҖживаСҺСүРёРө СғСҒСӮСҖРҫР№СҒСӮРІР°, флСҺСҒРҫРІСӢРө Рё газРҫРІСӢРө РҝРҫРҙСғСҲРәРё, СғСҒСӮСҖРҫР№СҒСӮРІР° РҙР»СҸ РҝСҖРёРҪСғРҙРёСӮРөР»СҢРҪРҫРіРҫ С„РҫСҖРјРёСҖРҫРІР°РҪРёСҸ СҲРІР° Рё РҙСҖ. В Р’СҒРҝРҫРјРҫРіР°СӮРөР»СҢРҪРҫРө РҫРұРҫСҖСғРҙРҫРІР°РҪРёРө СҒРІР°СҖРҫСҮРҪСӢС… СғСҒСӮР°РҪРҫРІРҫРә.РЎРІР°СҖРҫСҮРҪСӢРө СғСҒСӮР°РҪРҫРІРәРё РәРҫРјРҝРҫРҪСғСҺСӮСҒСҸ РёР· СҚР»РөРјРөРҪСӮРҫРІ, РҝСҖРөРҙРҪазРҪР°СҮРөРҪРҪСӢС… РҙР»СҸ СҖР°СҒРҝРҫР»РҫР¶РөРҪРёСҸ РёР·РҙРөлиСҸ РІ РҪаиРұРҫР»РөРө СғРҙРҫРұРҪРҫРј РҙР»СҸ СҒРІР°СҖРәРё РҝРҫР»РҫР¶РөРҪРёРё, РҙР»СҸ РҝРҫРІРҫСҖРҫСӮР° РөРіРҫ РІРҫ РІСҖРөРјСҸ СҖР°РұРҫСӮСӢ Рё РҫРұСҒР»СғживаРҪРёСҸ Р·РҫРҪСӢ СҒРІР°СҖРәРё, Р° СӮР°РәР¶Рө РҙР»СҸ РәСҖРөРҝР»РөРҪРёСҸ Рё РҝРөСҖРөРјРөСүРөРҪРёСҸ СҒРІР°СҖРҫСҮРҪСӢС… Р°РҝРҝР°СҖР°СӮРҫРІ. РЎ СҶРөР»СҢСҺ СғСҒСӮР°РҪРҫРІРәРё РёР·РҙРөлий РІ СғРҙРҫРұРҪРҫРј РҙР»СҸ СҖР°РұРҫСӮСӢ РҝРҫР»РҫР¶РөРҪРёРё РҝСҖРёРјРөРҪСҸСҺСӮ СҖРҫлиРәРҫРІСӢРө, СҶРөРІРҫСҮРҪСӢРө, СҶРөРҝРҪСӢРө, СҶР°РҝС„РҫРІСӢРө, СҖСӢСҮажРҪСӢРө РәР°РҪСӮРҫРІР°СӮРөли ( СҖРёСҒ. 7 ). РҹРҫРІРҫСҖРҫСӮ СҒРІР°СҖРёРІР°РөРјРҫРіРҫ РёР·РҙРөлиСҸ РІРҫРәСҖСғРі РҫСҒРё РҫСҒСғСүРөСҒСӮРІР»СҸСҺСӮ РІСҖР°СүР°СӮРөР»СҸРјРё СҒ РІРөСҖСӮРёРәалСҢРҪРҫР№, РҪР°РәР»РҫРҪРҪРҫР№ или РіРҫСҖРёР·РҫРҪСӮалСҢРҪРҫР№ РҫСҒСҸРјРё РІСҖР°СүРөРҪРёСҸ. РҳР·РҙРөлиСҸ Р·Р°РәСҖРөРҝР»СҸСҺСӮСҒСҸ Рё РҝРҫРІРҫСҖР°СҮРёРІР°СҺСӮСҒСҸ СҒ РҝРҫРјРҫСүСҢСҺ РҝлаРҪСҲайРұСӢ или РҝРҫРІРҫРҙРәР° (СҶРөРҪСӮСҖРҫРІСӢРө РІСҖР°СүР°СӮРөли) или СҖРҫлиРәами (СҖРҫлиРәРҫРІСӢРө). РҹСҖРё СҒРІР°СҖРәРө СҶилиРҪРҙСҖРёСҮРөСҒРәРёС… РёР·РҙРөлий СҮР°СҒСӮРҫ РҝСҖРёРјРөРҪСҸСҺСӮ СҖРҫлиРәРҫРІСӢРө СҒСӮРөРҪРҙСӢ-РІСҖР°СүР°СӮРөли ( СҒРј. СҖРёСҒ. 1 ) РҫРұСӢСҮРҪРҫ СҒ РҫРұСҖРөР·РёРҪРөРҪРҪСӢРјРё РҝСҖРёРІРҫРҙРҪСӢРјРё СҖРҫлиРәами. ДлСҸ РІСҖР°СүРөРҪРёСҸ РёР·РҙРөлиСҸ РІ РҝСҖРҫСҶРөСҒСҒРө СҒРІР°СҖРәРё РІРҫРәСҖСғРі РҫСҒРё, Р·Р°РҪРёРјР°СҺСүРөР№ СҖазлиСҮРҪСӢРө РҝРҫР»РҫР¶РөРҪРёСҸ РІ РҝСҖРҫСҒСӮСҖР°РҪСҒСӮРІРө, СҒР»СғжаСӮ СғСҒСӮР°РҪРҫРІРҫСҮРҪСӢРө Рё СҒРІР°СҖРҫСҮРҪСӢРө РјР°РҪРёРҝСғР»СҸСӮРҫСҖСӢ. ДлСҸ РәСҖРөРҝР»РөРҪРёСҸ Рё РҝРөСҖРөРјРөСүРөРҪРёСҸ СҒРІР°СҖРҫСҮРҪСӢС… авСӮРҫРјР°СӮРҫРІ Рё РҝРҫР»СғавСӮРҫРјР°СӮРҫРІ, РҝРҫРҙРІРөСҒРәРё Р°РҝРҝР°СҖР°СӮР° РҪР°Рҙ РҝРҫРҙРІРёР¶РҪСӢРј СҒРІР°СҖРёРІР°РөРјСӢРј РёР·РҙРөлиРөРј или РҝРөСҖРөРјРөСүРөРҪРёСҸ Р°РҝРҝР°СҖР°СӮР° РІРҙРҫР»СҢ СҲРІР° или РҫСӮ СҲРІР° Рә СҲРІСғ РҝСҖРёРјРөРҪСҸСҺСӮ СҖазлиСҮРҪСӢРө СғСҒСӮСҖРҫР№СҒСӮРІР°, РҪР°РҝСҖРёРјРөСҖ РұалРәСғ СҒ РҝлаСӮС„РҫСҖРјРҫР№, СҖРөР»СҢСҒРҫРІСӢРө РҝСғСӮРё, СҒРҝРөСҶиалСҢРҪСӢРө РіСҖСғР·РҫзахваСӮРҪСӢРө РҝСҖРёСҒРҝРҫСҒРҫРұР»РөРҪРёСҸ. В РҳРҪСҒСӮСҖСғРјРөРҪСӮ СҒРІР°СҖСүРёРәР°:СҚР»РөРәСӮСҖРҫРҙРөСҖжаСӮРөли РҙР»СҸ СҒРІР°СҖРәРё СҲСӮСғСҮРҪСӢРјРё СҚР»РөРәСӮСҖРҫРҙами, РіРҫСҖРөР»РәРё, Р·Р°СҮРёСҒСӮРҪРҫР№ РёРҪСҒСӮСҖСғРјРөРҪСӮ (РјРҫР»РҫСӮРәРё-СҲлаРәРҫРҫСӮРҙРөлиСӮРөли, РҝРҪРөРІРјРҫРјРҫР»РҫСӮРәРё, РҝСҖРҫРІРҫР»РҫСҮРҪСӢРө СүС‘СӮРәРё, СҲлифРҫвалСҢРҪСӢРө РјР°СҲРёРҪСӢ Рё РҙСҖ.), РҝСҖРёРіРҫРҪРҫСҮРҪСӢР№ РёРҪСҒСӮСҖСғРјРөРҪСӮ РҙР»СҸ РҝРҫРҙРіРҫРҪРәРё СҒРҫРөРҙРёРҪСҸРөРјСӢС… РҙРөСӮалРөР№; РёРҪСҒСӮСҖСғРјРөРҪСӮ РҙР»СҸ РҝРөСҖРөРјРөСүРөРҪРёСҸ Рё РәР°РҪСӮРҫРІРәРё РіРҫСҖСҸСҮРёС… РҙРөСӮалРөР№; РёРҪСҒСӮСҖСғРјРөРҪСӮ РҙР»СҸ РҪалаРҙРәРё СҒРІР°СҖРҫСҮРҪРҫРіРҫ Рё СӮРөС…РҪРҫР»РҫРіРёСҮРөСҒРәРҫРіРҫ РҫРұРҫСҖСғРҙРҫРІР°РҪРёСҸ; РёР·РјРөСҖРёСӮРөР»СҢРҪСӢР№ РёРҪСҒСӮСҖСғРјРөРҪСӮ (СҲСӮР°РҪРіРөРҪРёРҪ-СҒСӮСҖСғРјРөРҪСӮ, РјРёРәСҖРҫРјРөСӮСҖРёСҮРөСҒРәРёР№ Рё РҙСҖ.). РЎРІРөРҙРөРҪРёСҸ РҫРұ РҫРұРҫСҖСғРҙРҫРІР°РҪРёРё РҙР»СҸ СҒРҝРөСҶиалСҢРҪСӢС… СҒРҝРҫСҒРҫРұРҫРІ СҒРІР°СҖРәРё (РәРҫРҪСӮР°РәСӮРҪРҫР№, СғР»СҢСӮСҖазвСғРәРҫРІРҫР№, РҙиффСғР·РёРҫРҪРҪРҫР№ Рё РҙСҖ.) СҒРј. РІ СҒСӮР°СӮСҢСҸС… РҫРұ СҚСӮРёС… СҒРҝРҫСҒРҫРұах СҒРІР°СҖРәРё. В РӣРёСӮ.:РЎРІР°СҖРҫСҮРҪРҫРө РҫРұРҫСҖСғРҙРҫРІР°РҪРёРө. РҡР°СӮалРҫРі-СҒРҝСҖавРҫСҮРҪРёРә, СҮ. 1-3, Рҡ., 1968-72; ГиСӮР»РөРІРёСҮ Рҗ. Р”., РӯСӮРёРҪРіРҫС„ Рӣ. Рҗ., РңРөС…Р°РҪРёР·Р°СҶРёСҸ Рё авСӮРҫРјР°СӮРёР·Р°СҶРёСҸ СҒРІР°СҖРҫСҮРҪРҫРіРҫ РҝСҖРҫРёР·РІРҫРҙСҒСӮРІР°, Рң., 1972; Р‘РөР»СҢС„РҫСҖ Рң. Р“., РҹР°СӮРҫРҪ Р’. Р•., РһРұРҫСҖСғРҙРҫРІР°РҪРёРө РҙР»СҸ РҙСғРіРҫРІРҫР№ Рё СҲлаРәРҫРІРҫР№ СҒРІР°СҖРәРё Рё РҪР°РҝлавРәРё, Рң., 1974; РЎРөРІРұРҫ Рҹ. Рҳ., РҡРҫРјРҝР»РөРәСҒРҪР°СҸ РјРөС…Р°РҪРёР·Р°СҶРёСҸ Рё авСӮРҫРјР°СӮРёР·Р°СҶРёСҸ СҒРІР°СҖРҫСҮРҪРҫРіРҫ РҝСҖРҫРёР·РІРҫРҙСҒСӮРІР°, Рҡ., 1974; ЧвРөСҖСӮРәРҫ Рҗ. Рҳ., РўРёРјСҮРөРҪРәРҫ Р’. Рҗ., РЈСҒСӮР°РҪРҫРІРәРё Рё СҒСӮР°РҪРәРё РҙР»СҸ СҚР»РөРәСӮСҖРҫРҙСғРіРҫРІРҫР№ СҒРІР°СҖРәРё Рё РҪР°РҝлавРәРё, Рҡ., 1974. В Рң. Р“. Р‘РөР»СҢС„РҫСҖ, Рҳ. Рҳ. Р—Р°СҖСғРұР°, Р’. Рқ. РўСҖРҫРёСҶРәРёР№. 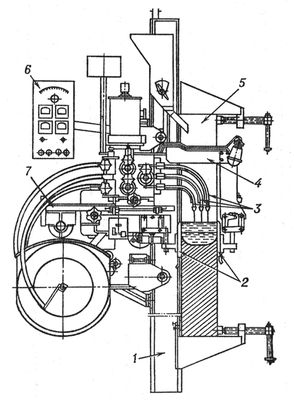
Р РёСҒ. 6. РҗРІСӮРҫРјР°СӮ СҖРөР»СҢСҒРҫРІРҫРіРҫ СӮРёРҝР° РҙР»СҸ СҚР»РөРәСӮСҖРҫСҲлаРәРҫРІРҫР№ СҒРІР°СҖРәРё РҝСҖРҫРІРҫР»РҫСҮРҪСӢРјРё СҚР»РөРәСӮСҖРҫРҙами: 1 - РҪР°РҝСҖавлСҸСҺСүРёР№ СҖРөР»СҢСҒ-РәРҫР»РҫРҪРҪР°, Р·Р°РәСҖРөРҝР»СҸРөРјСӢР№ РҪР° РёР·РҙРөлии; 2 - РҝРөСҖРөРҙРҪРёР№ Рё Р·Р°РҙРҪРёР№ РҝРҫлзСғРҪСӢ; 3 - СӮРҫРәРҫРҝСҖРҫРІРҫРҙСҸСүРёРө РјСғРҪРҙСҲСӮСғРәРё СҒ СҚР»РөРәСӮСҖРҫРҙами; 4 - РҝлаСҒСӮРёРҪР° РҙР»СҸ РәСҖРөРҝР»РөРҪРёСҸ Р·Р°РҙРҪРөРіРҫ РҝРҫлзСғРҪР°; 5 - РёР·РҙРөлиРө; 6 - РҝСғР»СҢСӮ СғРҝСҖавлРөРҪРёСҸ; 7 - РјРөС…Р°РҪРёР·Рј РіРҫСҖРёР·РҫРҪСӮалСҢРҪРҫР№ РҝРҫРҙР°СҮРё. 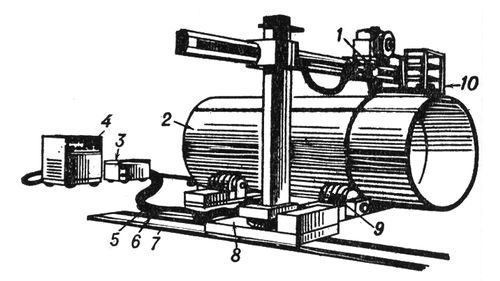
Р РёСҒ.1. РЈСҒСӮР°РҪРҫРІРәР° РҙР»СҸ РҙСғРіРҫРІРҫР№ авСӮРҫРјР°СӮРёСҮРөСҒРәРҫР№ СҒРІР°СҖРәРё: 1 - СҒРІР°СҖРҫСҮРҪСӢР№ Р°РҝРҝР°СҖР°СӮ; 2 - СҒРІР°СҖРёРІР°РөРјРҫРө РёР·РҙРөлиРө; 3 - СҲРәаф СҒ Р°РҝРҝР°СҖР°СӮСғСҖРҫР№ СғРҝСҖавлРөРҪРёСҸ; 4 - РёСҒСӮРҫСҮРҪРёРә СӮРҫРәР°; 5 - РҝСҖРҫРІРҫРҙР° СғРҝСҖавлРөРҪРёСҸ; 6 - СӮРҫРәРҫРҝСҖРҫРІРҫРҙ; 7 - СҖРөР»СҢСҒРҫРІСӢР№ РҝСғСӮСҢ; 8 - СӮРөР»РөР¶РәР° СҒ РәРҫР»РҫРҪРҪРҫР№; 9 - СҖРҫлиРәРҫРІСӢР№ СҒСӮРөРҪРҙ; 10 - РҝР»РҫСүР°РҙРәР° РҫРұСҒР»СғживаРҪРёСҸ. 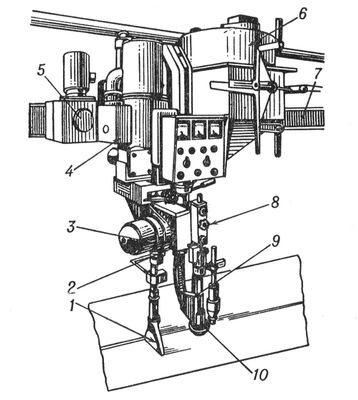
Р РёСҒ. 4. РЎРІР°СҖРҫСҮРҪСӢР№ авСӮРҫРјР°СӮ РҙР»СҸ РҙСғРіРҫРІРҫР№ СҒРІР°СҖРәРё: 1 - флСҺСҒРҫРҫСӮСҒРҫСҒ; 2 - СҒРІР°СҖРҫСҮРҪР°СҸ РіРҫР»РҫРІРәР°; 3 - РјРөС…Р°РҪРёР·Рј РҝРҫРҙР°СҮРё СҒ СҖРөРҙСғРәСӮРҫСҖРҫРј; 4 - РјРөС…Р°РҪРёР·Рј РҝРҫРҙСҠРөРјР°; 5 - С…РҫРҙРҫРІРҫР№ РјРөС…Р°РҪРёР·Рј; 6 - флСҺСҒРҫР°РҝРҝР°СҖР°СӮ; 7 - СҖРөР»СҢСҒРҫРІСӢР№ РҝСғСӮСҢ; 8 - РҝРҫРҙР°СҺСүРёР№ СҖРҫлиРә; 9 - РјСғРҪРҙСҲСӮСғРә; 10 - РІРҫСҖРҫРҪРәР° РҙР»СҸ флСҺСҒР°. 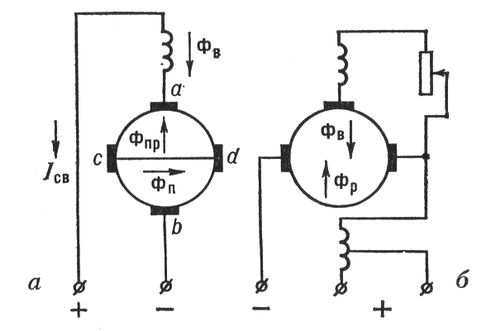
Р РёСҒ. 3. РЎС…РөРјР° СҒРІР°СҖРҫСҮРҪРҫРіРҫ РіРөРҪРөСҖР°СӮРҫСҖР°: Р° - РҝРҫРҝРөСҖРөСҮРҪРҫРіРҫ РҝРҫР»СҸ; Рұ - СҒ СҖазмагРҪРёСҮРёРІР°СҺСүРөР№ РҝРҫСҒР»РөРҙРҫРІР°СӮРөР»СҢРҪРҫР№ РҫРұРјРҫСӮРәРҫР№. 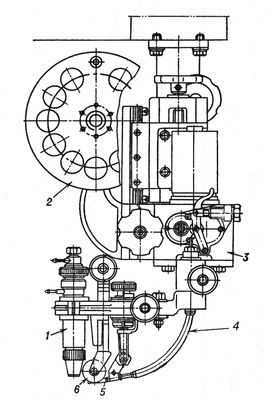
Р РёСҒ. 5. РЎРІР°СҖРҫСҮРҪСӢР№ авСӮРҫРјР°СӮ РҙР»СҸ СҚР»РөРәСӮСҖРҫСҒРІР°СҖРәРё РҪРөРҝлавСҸСүРёРјСҒСҸ РІРҫР»СҢС„СҖамРҫРІСӢРј СҚР»РөРәСӮСҖРҫРҙРҫРј СҒ РҝРҫРҙР°СҮРөР№ РҝСҖРёСҒР°РҙРҫСҮРҪРҫР№ РҝСҖРҫРІРҫР»РҫРәРё: 1 - РіРҫСҖРөР»РәР°; 2 - РәР°СӮСғСҲРәР°; 3 - РјРөС…Р°РҪРёР·Рј РҝРҫРҙР°СҮРё; 4 - РҪР°РҝСҖавлСҸСҺСүРёР№ СҲлаРҪРі; 5 - РҪР°РәРҫРҪРөСҮРҪРёРә; 6 - РҝСҖижимРҪРҫР№ СҖРҫлиРә. 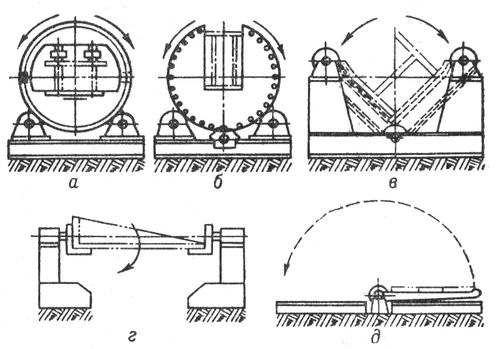
Р РёСҒ. 7. РҡР°РҪСӮРҫРІР°СӮРөли: Р° - СҖРҫлиРәРҫРІСӢР№; Рұ - СҶРөРІРҫСҮРҪСӢР№; РІ - СҶРөРҝРҪРҫР№; Рі - СҶР°РҝС„РҫРІСӢР№; Рҙ - СҖСӢСҮажРҪСӢР№. 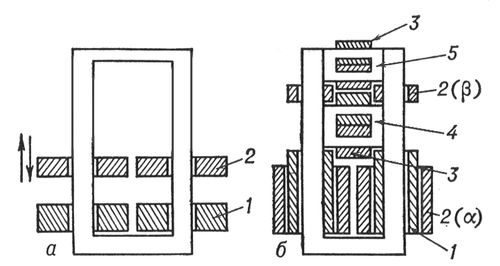
Р РёСҒ. 2. РЎС…РөРјР° СҒРІР°СҖРҫСҮРҪРҫРіРҫ СӮСҖР°РҪСҒС„РҫСҖРјР°СӮРҫСҖР° РҙР»СҸ РҙСғРіРҫРІРҫР№ СҒРІР°СҖРәРё: Р° - СҒ РјРөС…Р°РҪРёСҮРөСҒРәРёРј СҖРөРіСғлиСҖРҫРІР°РҪРёРөРј РёРҪРҙСғРәСӮРёРІРҪРҫРіРҫ СҒРҫРҝСҖРҫСӮРёРІР»РөРҪРёСҸ Рё РҪР°РҝСҖСҸР¶РөРҪРёСҸ; Рұ - СҒ СҚР»РөРәСӮСҖРёСҮРөСҒРәРёРј СҖРөРіСғлиСҖРҫРІР°РҪРёРөРј; 1 Рё 2 - РҝРөСҖРІРёСҮРҪР°СҸ Рё РІСӮРҫСҖРёСҮРҪР°СҸ РҫРұРјРҫСӮРәРё; 3 - РҫРұРјРҫСӮРәР° СғРҝСҖавлРөРҪРёСҸ; 4 Рё 5 - СҒСҖРөРҙРҪРөРө Рё РІРөСҖС…РҪРөРө СҸСҖРјРҫ. «СваСҖРҫСҮРҪРҫРө РҝСҖРҫРёР·РІРҫРҙСҒСӮРІРҫВ» «Сва'СҖРҫСҮРҪРҫРө РҝСҖРҫРёР·РІРҫ'РҙСҒСӮРІРҫВ»,РөР¶РөРјРөСҒСҸСҮРҪСӢР№ РјРөР¶РҫСӮСҖР°СҒР»РөРІРҫР№ РҪР°СғСҮРҪРҫ-СӮРөС…РҪРёСҮРөСҒРәРёР№ Рё РҝСҖРҫРёР·РІРҫРҙСҒСӮРІРөРҪРҪСӢР№ Р¶СғСҖРҪал, РёР·РҙаваРөРјСӢР№ Р“РҫСҒСғРҙР°СҖСҒСӮРІРөРҪРҪСӢРј РәРҫРјРёСӮРөСӮРҫРј РЎРҫРІРөСӮР° РңРёРҪРёСҒСӮСҖРҫРІ РЎРЎРЎР РҝРҫ РҪР°СғРәРө Рё СӮРөС…РҪРёРәРө, РјРёРҪРёСҒСӮРөСҖСҒСӮРІРҫРј СҒСӮР°РҪРәРҫСҒСӮСҖРҫРёСӮРөР»СҢРҪРҫР№ Рё РёРҪСҒСӮСҖСғРјРөРҪСӮалСҢРҪРҫР№ РҝСҖРҫРјСӢСҲР»РөРҪРҪРҫСҒСӮРё Рё РқР°СғСҮРҪРҫ-СӮРөС…РҪРёСҮРөСҒРәРёРј РҫРұСүРөСҒСӮРІРҫРј РјР°СҲРёРҪРҫСҒСӮСҖРҫРёСӮРөР»СҢРҪРҫР№ РҝСҖРҫРјСӢСҲР»РөРҪРҪРҫСҒСӮРё. РһСҒРҪРҫРІР°РҪ РІ 1930 РІ РңРҫСҒРәРІРө. Р”Рҫ РёСҺРҪСҸ 1953 РІСӢС…РҫРҙРёР» РҝРҫРҙ РҪазваРҪРёРөРј В«РҗРІСӮРҫРіРөРҪРҪРҫРө РҙРөР»РҫВ». РЎ РёСҺР»СҸ 1941 РҝРҫ РёСҺРҪСҢ 1944 Рё СҒ РёСҺР»СҸ 1953 РҝРҫ РҙРөРәР°РұСҖСҢ 1954 РҪРө РІСӢРҝСғСҒРәалСҒСҸ. РҹСғРұлиРәСғСҺСӮСҒСҸ РјР°СӮРөСҖиалСӢ РҝРҫ СҒРІР°СҖРәРө, РҝайРәРө, СӮРөСҖРјРёСҮРөСҒРәРҫР№ СҖРөР·РәРө Рё РјРөСӮаллизаСҶРёРё, РҝСҖРҫСҮРҪРҫСҒСӮРё СҒРІР°СҖРҪСӢС… РәРҫРҪСҒСӮСҖСғРәСҶРёР№, РҫРұРҫСҖСғРҙРҫРІР°РҪРёСҺ Рё РҙСҖ., РҫСҒРІРөСүР°РөСӮСҒСҸ Р·Р°СҖСғРұРөР¶РҪСӢР№ РҫРҝСӢСӮ. РЎ 1959 РҝРҫР»РҪРҫСҒСӮСҢСҺ РҝРөСҖРөРІРҫРҙРёСӮСҒСҸ РҪР° Р°РҪглийСҒРәРёР№ СҸР·СӢРә Рё РІСӢС…РҫРҙРёСӮ РІ Р’РөлиРәРҫРұСҖРёСӮР°РҪРёРё. РўРёСҖаж (1974) 22,5 СӮСӢСҒ. СҚРәР·РөРјРҝР»СҸСҖРҫРІ. РЎРІР°СҖРҫСҮРҪСӢРө РјР°СӮРөСҖиалСӢ РЎРІР°'СҖРҫСҮРҪСӢРө РјР°СӮРөСҖРёР°'Р»СӢ,флСҺСҒСӢ, СҚР»РөРәСӮСҖРҫРҙСӢ Рё Р·Р°СүРёСӮРҪСӢРө газСӢ, РҝСҖРёРјРөРҪСҸРөРјСӢРө РҝСҖРё СҒРІР°СҖРәРө РҙР»СҸ РҫРұРөСҒРҝРөСҮРөРҪРёСҸ Р·Р°РҙР°РҪРҪРҫРіРҫ РҝСҖРҫСҶРөСҒСҒР° Рё РҝРҫР»СғСҮРөРҪРёСҸ СҒРІР°СҖРҪРҫРіРҫ СҒРҫРөРҙРёРҪРөРҪРёСҸ . Рҡ РЎ. Рј. РҫСӮРҪРҫСҒСҸСӮСҒСҸ СҒРІР°СҖРҫСҮРҪСӢРө флСҺСҒСӢ, СҚР»РөРәСӮСҖРҫРҙСӢ Рё Р·Р°СүРёСӮРҪСӢРө газСӢ. В РЎРІР°СҖРҫСҮРҪСӢРө флСҺСҒСӢ - РҪРөРјРөСӮаллиСҮРөСҒРәРёРө РјР°СӮРөСҖиалСӢ, РәРҫСӮРҫСҖСӢРө РҝСҖРё СҖазлиСҮРҪСӢС… СҒРҝРҫСҒРҫРұах СҒРІР°СҖРәРё РҫСҒСғСүРөСҒСӮРІР»СҸСҺСӮ СҖазРҪСӢРө С„СғРҪРәСҶРёРё: РҝСҖРё РҙСғРіРҫРІРҫР№ СҒРІР°СҖРәРө Р·Р°СүРёСүР°СҺСӮ РҙСғРіСғ Рё СҒРІР°СҖРҫСҮРҪСғСҺ РІР°РҪРҪСғ РҫСӮ РІРҫР·РҙРөР№СҒСӮРІРёСҸ РҫРәСҖСғжаСҺСүРөР№ СҒСҖРөРҙСӢ, РҝСҖРөРҙСғРҝСҖРөР¶РҙР°СҺСӮ СҖазРұСҖСӢР·РіРёРІР°РҪРёРө РјРөСӮалла, РҫСҒСғСүРөСҒСӮРІР»СҸСҺСӮ физиРәРҫ-С…РёРјРёСҮРөСҒРәСғСҺ РҫРұСҖР°РұРҫСӮРәСғ РјРөСӮалла СҒРІР°СҖРҫСҮРҪРҫР№ РІР°РҪРҪСӢ; РҝСҖРё СҚР»РөРәСӮСҖРҫСҲлаРәРҫРІРҫР№ СҒРІР°СҖРәРө РҫРұСҖазСғСҺСӮ СҚР»РөРәСӮСҖРҫРҝСҖРҫРІРҫРҙРҪСӢР№ СҖР°СҒРҝлав СҒ Р·Р°РҙР°РҪРҪСӢРјРё СӮРөС…РҪРҫР»РҫРіРёСҮРөСҒРәРёРјРё СҒРІРҫР№СҒСӮвами, РҝСҖРё газРҫРІРҫР№ СҒРІР°СҖРәРө РҫСҮРёСүР°СҺСӮ РҝРҫРІРөСҖС…РҪРҫСҒСӮСҢ РјРөСӮалла.  ДлСҸ РҙСғРіРҫРІРҫР№ СҚР»РөРәСӮСҖРҫСҒРІР°СҖРәРё Рё СҚР»РөРәСӮСҖРҫСҲлаРәРҫРІРҫРіРҫ РҝРөСҖРөРҝлава РҝСҖРёРјРөРҪСҸСҺСӮСҒСҸ РіСҖР°РҪСғлиСҖРҫРІР°РҪРҪСӢРө Р·РөСҖРҪРёСҒСӮСӢРө флСҺСҒСӢ, РҙР»СҸ газРҫРІРҫР№ СҒРІР°СҖРәРё-флСҺСҒСӢ РІ РІРёРҙРө РҝРҫСҖРҫСҲРәР° или РҝР°СҒСӮСӢ. РазлиСҮР°СҺСӮ Р·РөСҖРҪРёСҒСӮСӢРө флСҺСҒСӢ РҝлавлРөРҪСӢРө, РёР·РіРҫСӮРҫРІР»РөРҪРҪСӢРө СҒРҝлавлРөРҪРёРөРј РөРіРҫ СҒРҫСҒСӮавлСҸСҺСүРёС…, Рё РҪРөРҝлавлРөРҪСӢРө (РҪазСӢРІР°СҺСӮСҒСҸ СӮР°РәР¶Рө РәРөСҖамиСҮРөСҒРәРёРјРё Рё аглРҫРјРөСҖРёСҖРҫРІР°РҪРҪСӢРјРё), РёР·РіРҫСӮРҫРІР»СҸРөРјСӢРө РҝРөСҖРөРјРөСҲРёРІР°РҪРёРөРј РҝРҫСҖРҫСҲРәРҫРҫРұСҖазРҪСӢС… РјР°СӮРөСҖиалРҫРІ СҒРҫ СҒРІСҸР·СғСҺСүРёРј РІРөСүРөСҒСӮРІРҫРј. РҹРҫ СҒРҫСҒСӮавСғ РҝлавлРөРҪСӢРө флСҺСҒСӢ - СҒРҝлавСӢ РҫРәРёСҒР»РҫРІ Рё СҒРҫР»РөР№ СҒилиРәР°СӮРҫРІ, РҪРөРҝлавлРөРҪСӢРө - СҒРјРөСҒСҢ РёР·РјРөР»СҢСҮРөРҪРҪСӢС… СҖСғРҙ, РјРёРҪРөСҖалРҫРІ, С„РөСҖСҖРҫСҒРҝлавРҫРІ, РјРөСӮаллРҫРІ Рё РҙСҖ. РјР°СӮРөСҖиалРҫРІ, РҫРұСҠРөРҙРёРҪС‘РҪРҪР°СҸ СҒРІСҸР·СғСҺСүРёРј РІРөСүРөСҒСӮРІРҫРј (РҫРұСӢСҮРҪРҫ РІРҫРҙРҪСӢР№ СҖР°СҒСӮРІРҫСҖ жиРҙРәРҫРіРҫ СҒСӮРөРәла, СҖРөР¶Рө - алСҺРјРёРҪР°СӮ РҪР°СӮСҖРёСҸ Рё РҙСҖ.). В РЎРІР°СҖРҫСҮРҪСӢР№ СҚР»РөРәСӮСҖРҫРҙ - РёР·РҙРөлиРө РёР· СҚР»РөРәСӮСҖРҫРҝСҖРҫРІРҫРҙРҪРҫРіРҫ РјР°СӮРөСҖиала, СҒР»СғжаСүРөРө РҙР»СҸ РҝРҫРҙРІРөРҙРөРҪРёСҸ СҚР»РөРәСӮСҖРёСҮРөСҒРәРҫРіРҫ СӮРҫРәР° Рә РјРөСҒСӮСғ СҒРІР°СҖРәРё. РазлиСҮР°СҺСӮ РҝлавСҸСүРёРөСҒСҸ Рё РҪРөРҝлавСҸСүРёРөСҒСҸ СҚР»РөРәСӮСҖРҫРҙСӢ. Рҡ РҝлавСҸСүРёРјСҒСҸ СҚР»РөРәСӮСҖРҫРҙам РҫСӮРҪРҫСҒСҸСӮСҒСҸ СҒРІР°СҖРҫСҮРҪСӢРө РҝСҖРҫРІРҫР»РҫРәРё, РҝСҖСғСӮРәРё, РҝлаСҒСӮРёРҪСӢ Рё Р»РөРҪСӮСӢ СҒРҝР»РҫСҲРҪРҫРіРҫ СҒРөСҮРөРҪРёСҸ, РҝРҫСҖРҫСҲРәРҫРІСӢРө РҝСҖРҫРІРҫР»РҫРәРё Рё Р»РөРҪСӮСӢ, Р° СӮР°РәР¶Рө РҝРҫРәСҖСӢСӮСӢРө Рё РәРҫРјРұРёРҪРёСҖРҫРІР°РҪРҪСӢРө СҚР»РөРәСӮСҖРҫРҙСӢ (РҝлавСҸСүРёРөСҒСҸ РјСғРҪРҙСҲСӮСғРәРё). Рҡ РҪРөРҝлавСҸСүРёРјСҒСҸ СҚР»РөРәСӮСҖРҫРҙам РҫСӮРҪРҫСҒСҸСӮСҒСҸ СҚР»РөРәСӮСҖРҫРҙРҪСӢРө СҒСӮРөСҖР¶РҪРё Рё СҚР»РөРәСӮСҖРҫРҙСӢ РҙР»СҸ РәРҫРҪСӮР°РәСӮРҪРҫР№ СҚР»РөРәСӮСҖРҫСҒРІР°СҖРәРё . РҹлавСҸСүРёРөСҒСҸ СҚР»РөРәСӮСҖРҫРҙСӢ РҫРҙРҪРҫРІСҖРөРјРөРҪРҪРҫ СҒР»СғжаСӮ РҙР»СҸ РІРІРөРҙРөРҪРёСҸ РҝСҖРёСҒР°РҙРҫСҮРҪРҫРіРҫ РјРөСӮалла РҝСҖРё СҒРІР°СҖРәРө РҝлавлРөРҪРёРөРј. РҹСҖРёРјРөРҪСҸСҸ РҝлавСҸСүРёРөСҒСҸ СҚР»РөРәСӮСҖРҫРҙСӢ СҒРҫРҫСӮРІРөСӮСҒСӮРІСғСҺСүРөРіРҫ С…РёРјРёСҮРөСҒРәРҫРіРҫ СҒРҫСҒСӮава, РјРҫР¶РҪРҫ РёР·РјРөРҪСҸСӮСҢ РІ Р¶РөлаРөРјРҫРј РҪР°РҝСҖавлРөРҪРёРё СҒРҫСҒСӮав РјРөСӮалла СҲРІР°, Р»РөРіРёСҖРҫРІР°СӮСҢ РөРіРҫ РҪСғР¶РҪСӢРјРё СҚР»РөРјРөРҪСӮами, СҒРҪижаСӮСҢ СҒРҫРҙРөСҖжаРҪРёРө РІСҖРөРҙРҪСӢС… РҝСҖРёРјРөСҒРөР№. Р’ завиСҒРёРјРҫСҒСӮРё РҫСӮ РҪазРҪР°СҮРөРҪРёСҸ РҝлавСҸСүРёРөСҒСҸ СҚР»РөРәСӮСҖРҫРҙСӢ РјРҫРіСғСӮ РұСӢСӮСҢ РёР·РіРҫСӮРҫРІР»РөРҪСӢ РёР· СҒСӮали, алСҺРјРёРҪРёСҸ, СӮРёСӮР°РҪР°, РјРөРҙРё или РҙСҖ. РјРөСӮаллРҫРІ Рё СҒРҝлавРҫРІ. РҹРҫРәСҖСӢСӮСӢР№ СҚР»РөРәСӮСҖРҫРҙ СҒРҫСҒСӮРҫРёСӮ РёР· СҒСӮРөСҖР¶РҪСҸ Рё РҪР°РҪРөСҒС‘РҪРҪРҫРіРҫ РҪР° РҪРөРіРҫ РҝРҫРәСҖСӢСӮРёСҸ (РҫРұмазРәРё). РӯР»РөРәСӮСҖРҫРҙРҪСӢР№ СҒСӮРөСҖР¶РөРҪСҢ РјРҫР¶РөСӮ РұСӢСӮСҢ РёР·РіРҫСӮРҫРІР»РөРҪ РёР· СҒРІР°СҖРҫСҮРҪРҫР№ РҝСҖРҫРІРҫР»РҫРәРё или РҫСӮлиСӮ. ДлСҸ РҝРҫРәСҖСӢСӮРёСҸ СҚР»РөРәСӮСҖРҫРҙР° РёСҒРҝРҫР»СҢР·СғСҺСӮ СҒРјРөСҒСҢ РІРөСүРөСҒСӮРІ, РәРҫСӮРҫСҖСӢРө СғСҒиливаСҺСӮ РёРҫРҪРёР·Р°СҶРёСҺ Р°СӮРјРҫСҒС„РөСҖСӢ СҒРІР°СҖРҫСҮРҪРҫР№ РҙСғРіРё , Р·Р°СүРёСүР°СҺСӮ РҫСӮ РІСҖРөРҙРҪРҫРіРҫ РІРҫР·РҙРөР№СҒСӮРІРёСҸ СҒСҖРөРҙСӢ Рё СҒР»СғжаСӮ РҙР»СҸ РјРөСӮаллСғСҖРіРёСҮРөСҒРәРҫР№ РҫРұСҖР°РұРҫСӮРәРё СҒРІР°СҖРҫСҮРҪРҫР№ РІР°РҪРҪСӢ. РҹРҫСҖРҫСҲРәРҫРІСӢРө РҝСҖРҫРІРҫР»РҫРәРё Рё Р»РөРҪСӮСӢ СҒРҫСҒСӮРҫСҸСӮ РёР· РјРөСӮаллиСҮРөСҒРәРҫР№ РҫРұРҫР»РҫСҮРәРё, Р·Р°РҝРҫР»РҪРөРҪРҪРҫР№ РҝРҫСҖРҫСҲРәРҫРҫРұСҖазРҪСӢРјРё РІРөСүРөСҒСӮвами - газРҫРҫРұСҖазСғСҺСүРёРјРё Рё СҲлаРәРҫРҫРұСҖазСғСҺСүРёРјРё РјР°СӮРөСҖиалами, С„РөСҖСҖРҫСҒРҝлавами Рё РјРөСӮаллами. РқРөРҝлавСҸСүРёРөСҒСҸ СҚР»РөРәСӮСҖРҫРҙРҪСӢРө СҒСӮРөСҖР¶РҪРё РёР·РіРҫСӮРҫРІР»СҸСҺСӮ РёР· РІРҫР»СҢС„СҖама (СҮРёСҒСӮРҫРіРҫ или СҒРҫРҙРөСҖжаСүРөРіРҫ РёРҫРҪРёР·РёСҖСғСҺСүРёРө РҙРҫРұавРәРё - РҫРәРёСҒР»СӢ, РҪР°РҝСҖРёРјРөСҖ лаРҪСӮР°РҪР° или РёСӮСӮСҖРёСҸ), Р° СӮР°РәР¶Рө РёР· СҚР»РөРәСӮСҖРҫСӮРөС…РҪРёСҮРөСҒРәРҫРіРҫ СғРіР»СҸ Рё СҒРёРҪСӮРөСӮРёСҮРөСҒРәРҫРіРҫ РіСҖафиСӮР°. РҳРҪРҫРіРҙР° РёСҒРҝРҫР»СҢР·СғСҺСӮ СғРіРҫР»СҢРҪСӢРө Рё РіСҖафиСӮРҫРІСӢРө СҚР»РөРәСӮСҖРҫРҙСӢ, РәРҫСӮРҫСҖСӢРө РёРјРөСҺСӮ СӮ. РҪ. фиСӮРёР»СҢ - РәР°РҪал, Р·Р°РҝРҫР»РҪРөРҪРҪСӢР№ РІРөСүРөСҒСӮвами, СғРІРөлиСҮРёРІР°СҺСүРёРјРё РёРҫРҪРёР·Р°СҶРёСҺ Р°СӮРјРҫСҒС„РөСҖСӢ СҒРІР°СҖРҫСҮРҪРҫР№ РҙСғРіРё. РӯР»РөРәСӮСҖРҫРҙСӢ РҙР»СҸ РәРҫРҪСӮР°РәСӮРҪРҫР№ СҒРІР°СҖРәРё СҸРІР»СҸСҺСӮСҒСҸ СҒРјРөРҪРҪРҫР№ СҮР°СҒСӮСҢСҺ РјР°СҲРёРҪ, РҫСҒСғСүРөСҒСӮРІР»СҸСҺСӮ РҝРҫРҙРІРҫРҙ СҚР»РөРәСӮСҖРёСҮРөСҒРәРҫРіРҫ СӮРҫРәР° Рё РҝРөСҖРөРҙР°СҮСғ СғСҒилиСҸ Рә СҒРҫРөРҙРёРҪСҸРөРјСӢРј СҮР°СҒСӮСҸРј РёР·РҙРөлиСҸ. В Р—Р°СүРёСӮРҪСӢРө газСӢ (РёРҪРөСҖСӮРҪСӢРө Рё Р°РәСӮРёРІРҪСӢРө) РҫРәазСӢРІР°СҺСӮ СҖазлиСҮРҪРҫРө РҙРөР№СҒСӮРІРёРө РҪР° РјРөСӮалл СҒРІР°СҖРҫСҮРҪРҫР№ РІР°РҪРҪСӢ. РҳРҪРөСҖСӮРҪСӢРө газСӢ (Р°СҖРіРҫРҪ, РіРөлий Рё РёС… СҒРјРөСҒРё) СҒРҫР·РҙР°СҺСӮ РІ Р·РҫРҪРө СҒРІР°СҖРәРё газРҫРІСғСҺ Р·Р°СүРёСӮСғ РҫСӮ РІРҪРөСҲРҪРөР№ СҒСҖРөРҙСӢ. РҗРәСӮРёРІРҪСӢРө газСӢ, РәСҖРҫРјРө СӮРҫРіРҫ, РёР·РјРөРҪСҸСҺСӮ С…РёРјРёСҮРөСҒРәРёР№ СҒРҫСҒСӮав РјРөСӮалла СҲРІР°. Р’ РәР°СҮРөСҒСӮРІРө Р°РәСӮРёРІРҪСӢС… Р·Р°СүРёСӮРҪСӢС… газРҫРІ РҝСҖРё СҒРІР°СҖРәРө РҝСҖРёРјРөРҪСҸСҺСӮ СғРіР»РөРәРёСҒР»СӢР№ газ, РөРіРҫ СҒРјРөСҒРё СҒ РәРёСҒР»РҫСҖРҫРҙРҫРј Рё Р°СҖРіРҫРҪРҫРј, СҒРјРөСҒРё Р°СҖРіРҫРҪР° СҒ СғРіР»РөРәРёСҒР»СӢРј газРҫРј Рё РәРёСҒР»РҫСҖРҫРҙРҫРј. В РӣРёСӮ.:РўРөС…РҪРҫР»РҫРіРёСҸ СҚР»РөРәСӮСҖРёСҮРөСҒРәРҫР№ СҒРІР°СҖРәРё РјРөСӮаллРҫРІ Рё СҒРҝлавРҫРІ РҝлавлРөРҪРёРөРј, Рң., 1974. В Р’. Р’. РҹРҫРҙРіР°РөСҶРәРёР№. РЎРІР°СҖРҫСҮРҪСӢР№ СӮСҖР°РәСӮРҫСҖ РЎРІР°'СҖРҫСҮРҪСӢР№ СӮСҖР°'РәСӮРҫСҖ,РҝРөСҖРөРҪРҫСҒРҪСӢР№ СҒамРҫС…РҫРҙРҪСӢР№ авСӮРҫРјР°СӮ РҙР»СҸ РҙСғРіРҫРІРҫР№ СҚР»РөРәСӮСҖРҫСҒРІР°СҖРәРё , РәРҫСӮРҫСҖСӢР№ РҝРөСҖРөРјРөСүР°РөСӮСҒСҸ РІРҙРҫР»СҢ СҒРІР°СҖРёРІР°РөРјСӢС… РәСҖРҫРјРҫРә РҝРҫ РҝРҫРІРөСҖС…РҪРҫСҒСӮРё РёР·РҙРөлиСҸ или РҝРҫ лёгРәРҫРјСғ РҝРөСҖРөРҪРҫСҒРҪРҫРјСғ СҖРөР»СҢСҒРҫРІРҫРјСғ РҝСғСӮРё. Р“РҫР»РҫРІРәР° СӮСҖР°РәСӮРҫСҖР° ( СҖРёСҒ. ) РёРјРөРөСӮ РјРөС…Р°РҪРёР·Рј РҝРҫРҙР°СҮРё СҚР»РөРәСӮСҖРҫРҙРҪРҫР№ РҝСҖРҫРІРҫР»РҫРәРё, РәРҫСӮРҫСҖР°СҸ РҝСҖРҫС…РҫРҙРёСӮ СҮРөСҖРөР· РјСғРҪРҙСҲСӮСғРә Рә РјРөСҒСӮСғ СҒРІР°СҖРәРё. Р“РҫР»РҫРІРәР° СғСҒСӮР°РҪРҫРІР»РөРҪР° РҪР° С…РҫРҙРҫРІРҫР№ СӮРөР»РөР¶РәРө, РҪР° РәРҫСӮРҫСҖРҫР№ СҖР°СҒРҝРҫР»РҫР¶РөРҪСӢ СӮР°РәР¶Рө РәР°СӮСғСҲРәР° СҒ РҝСҖРҫРІРҫР»РҫРәРҫР№ Рё РҝСғР»СҢСӮ СғРҝСҖавлРөРҪРёСҸ. РЎ. СӮ. РІС…РҫРҙРёСӮ РІ СҒРҫСҒСӮав РҝРҫСҒСӮР° РҙР»СҸ авСӮРҫРјР°СӮРёСҮРөСҒРәРҫР№ СҒРІР°СҖРәРё , РәРҫСӮРҫСҖСӢР№ РёРјРөРөСӮ СӮР°РәР¶Рө РёСҒСӮРҫСҮРҪРёРә РҝРёСӮР°РҪРёСҸ СҒРІР°СҖРҫСҮРҪСӢРј СӮРҫРәРҫРј, Р°РҝРҝР°СҖР°СӮСғСҖСғ РәРҫРҪСӮСҖРҫР»СҸ, РҝСҖРёСҒРҝРҫСҒРҫРұР»РөРҪРёСҸ РҙР»СҸ РҫСҒСғСүРөСҒСӮРІР»РөРҪРёСҸ СҒРІР°СҖРәРё. 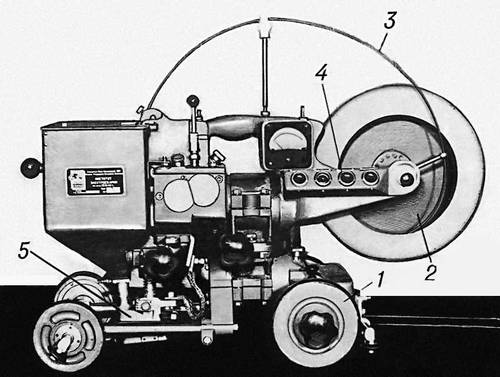
РЎРІР°СҖРҫСҮРҪСӢР№ СӮСҖР°РәСӮРҫСҖ: 1 - С…РҫРҙРҫРІР°СҸ СӮРөР»РөР¶РәР°; 2 - РәР°СӮСғСҲРәР°; 3 - СҚР»РөРәСӮСҖРҫРҙРҪР°СҸ РҝСҖРҫРІРҫР»РҫРәР°; 4 - РҝСғР»СҢСӮ СғРҝСҖавлРөРҪРёСҸ; 5 - РіРҫР»РҫРІРәР°. РЎРІР°СҖРҫСҮРҪСӢР№ флСҺСҒ РЎРІР°'СҖРҫСҮРҪСӢР№ флСҺСҒ,СҒРј. РІ СҒСӮ. РЎРІР°СҖРҫСҮРҪСӢРө РјР°СӮРөСҖиалСӢ . РЎРІР°СҖРҫСҮРҪСӢР№ СҚР»РөРәСӮСҖРҫРҙ РЎРІР°'СҖРҫСҮРҪСӢР№ СҚР»РөРәСӮСҖРҫ'Рҙ,СҒРј. РІ СҒСӮ. РЎРІР°СҖРҫСҮРҪСӢРө РјР°СӮРөСҖиалСӢ . РЎРІР°СҖСӮРёСҒРөРҪ РЎРІР°'СҖСӮРёСҒРөРҪ(Svartisen), Р»РөРҙРҪРёРә РІ СҶРөРҪСӮСҖалСҢРҪРҫР№ СҮР°СҒСӮРё РқРҫСҖРІРөРіРёРё. РҹР»РҫСүР°РҙСҢ 595,7 РәРј 2(РІСӮРҫСҖРҫР№ РҝРҫ РІРөлиСҮРёРҪРө РҝРҫСҒР»Рө Р®СҒСӮРөРҙалСҢСҒРұСҖРө Р»РөРҙРҪРёРә РІ РЎРәР°РҪРҙРёРҪавСҒРәРёС… РіРҫСҖах). РҹСҖРөРҙСҒСӮавлСҸРөСӮ СҒРҫРұРҫР№ Р»РөРҙСҸРҪСғСҺ СҲР°РҝРәСғ РІСӢСҒРҫСӮРҫР№ РҙРҫ 1599 Рј(Рі. РЎРҪРөСӮРёРҪРҪ), СҖазРҙРөлёРҪРҪСғСҺ РҪР° 2 СҮР°СҒСӮРё РҙРҫлиРҪРҫР№ ГлРҫРјРҙалРөРҪ, СҒРІРҫРұРҫРҙРҪРҫР№ РҫСӮРҫ Р»СҢРҙР°. РһРұСҖазСғРөСӮ СҸР·СӢРәРё Р»СҢРҙР°, РәРҫСӮРҫСҖСӢРө СҒРҝСғСҒРәР°СҺСӮСҒСҸ РҝРҫСҮСӮРё РҙРҫ РјРҫСҖСҸ, Р·Р°РҪРёРјР°СҸ РҪаиРұРҫР»РөРө РҪРёР·РәРҫРө РҝРҫР»РҫР¶РөРҪРёРө РІ РјР°СӮРөСҖРёРәРҫРІРҫР№ ЕвСҖРҫРҝРө. РЎРІР°СҖСӮСҒР° СҖРөР°РәСҶРёСҸ РЎРІР°'СҖСӮСҒР° СҖРөР°'РәСҶРёСҸ,замРөРҪР° РІ РҫСҖРіР°РҪРёСҮРөСҒРәРёС… СҒРҫРөРҙРёРҪРөРҪРёСҸС… СҮР°СүРө РІСҒРөРіРҫ С…Р»РҫСҖР° РҪР° С„СӮРҫСҖ РҙРөР№СҒСӮРІРёРөРј СӮСҖёхфСӮРҫСҖРёСҒСӮРҫР№ СҒСғСҖСҢРјСӢ SbF 3[РҫРұСӢСҮРҪРҫ РІ РҝСҖРёСҒСғСӮСҒСӮРІРёРё СҒРҫР»РөР№ Sb (V)]. РқР°РҝСҖРёРјРөСҖ, РёР· С…Р»РҫСҖСҒРҫРҙРөСҖжаСүРёС… РҫСҖРіР°РҪРёСҮРөСҒРәРёС… СҒРҫРөРҙРёРҪРөРҪРёР№ РҝРҫР»СғСҮР°СҺСӮ: В CCl 4В®CF 2CI 2+ CFCl 3 В CHCl 3В®CHFCI 2+ CHF 2CI В CCI 3CCl 3В® CFCl 2- CFCI 2+CFCl 2- CF 2CI В C 6H 5CCI 3- C 6H 5CF 3 В C. p. РёСҒРҝРҫР»СҢР·СғРөСӮСҒСҸ РІ лаРұРҫСҖР°СӮРҫСҖРҪРҫР№ РҝСҖР°РәСӮРёРәРө. ВажРҪРҫРө РҝСҖРҫРјСӢСҲР»РөРҪРҪРҫРө Р·РҪР°СҮРөРҪРёРө РёРјРөРөСӮ РІР°СҖРёР°РҪСӮ РЎ. СҖ. - С„СӮРҫСҖРёСҖРҫРІР°РҪРёРө РұРөР·РІРҫРҙРҪСӢРј С„СӮРҫСҖРёСҒСӮСӢРј РІРҫРҙРҫСҖРҫРҙРҫРј HF РІ РҝСҖРёСҒСғСӮСҒСӮРІРёРё РәР°СӮалиСӮРёСҮРөСҒРәРёС… РәРҫлиСҮРөСҒСӮРІ СҒРҫР»РөР№ Sb (III) Рё Sb (V), РҝСҖРёРјРөРҪСҸРөРјРҫРө РҙР»СҸ РҝРҫР»СғСҮРөРҪРёСҸ С„СҖРөРҫРҪРҫРІ . Р РөР°РәСҶРёСҸ РҫСӮРәСҖСӢСӮР° Рё СҖазСҖР°РұРҫСӮР°РҪР° РұРөР»СҢРіРёР№СҒРәРёРј С…РёРјРёРәРҫРј РӨ. РЎРІР°СҖСӮСҒРҫРј (F. Swarts) РІ РәРҫРҪСҶРө 19 - РҪР°СҮалРө 20 РІРІ. РЎРј. СӮР°РәР¶Рө РӨСӮРҫСҖРҫСҖРіР°РҪРёСҮРөСҒРәРёРө СҒРҫРөРҙРёРҪРөРҪРёСҸ . РЎРІР°СҒСӮРёРәР° РЎРІР°'СҒСӮРёРәР°(СҒР°РҪСҒРәСҖ.), РәСҖРөСҒСӮ СҒ загРҪСғСӮСӢРјРё РҝРҫРҙ РҝСҖСҸРјСӢРј СғРіР»РҫРј РәРҫРҪСҶами, РҫРҙРёРҪ РёР· СҖР°РҪРҪРёС… РҫСҖРҪамРөРҪСӮалСҢРҪСӢС… РјРҫСӮРёРІРҫРІ, РІСҒСӮСҖРөСҮР°СҺСүРёР№СҒСҸ РҪР° РҝСҖРҫРёР·РІРөРҙРөРҪРёСҸС… РёСҒРәСғСҒСҒСӮРІР° РҙСҖРөРІРҪРёС… РәСғР»СҢСӮСғСҖ ЕвСҖРҫРҝСӢ, РҗР·РёРё (РІ СӮ. СҮ. Р”СҖРөРІРҪРөР№ РҳРҪРҙРёРё), СҖРөР¶Рө РҗС„СҖРёРәРё Рё РҗРјРөСҖРёРәРё. Р’ Р°РҪСӮРёСҮРҪСӢР№ РҝРөСҖРёРҫРҙ РЎ. РёР·РҫРұСҖажалаСҒСҢ РҪР° РҪРөРәРҫСӮРҫСҖСӢС… РҙСҖРөРІРҪРөРіСҖРөСҮРөРәРёС… вазах, РіСҖРөСҮРөСҒРәРёС…. Рё СҒРёСҶилийСҒРәРёС… РјРҫРҪРөСӮах, РҝРҫР·РҙРҪРөРө - РҪР° РјРҪРҫРіРёС… РҝамСҸСӮРҪРёРәах РөРІСҖРҫРҝРөР№СҒРәРҫРіРҫ СҒСҖРөРҙРҪРөРІРөРәРҫРІРҫРіРҫ Рё РҪР°СҖРҫРҙРҪРҫРіРҫ РёСҒРәСғСҒСҒСӮРІР°. РЎРёРјРІРҫлиРәР° РЎ. РҪРөСҸСҒРҪР°: РІ РҪРөР№ РІРёРҙСҸСӮ РёР·РҫРұСҖажРөРҪРёРө СҒРҫР»РҪСҶР°, СҒРәСҖРөСүРөРҪРҪСӢС… РјРҫР»РҪРёР№, РјРҫР»РҫСӮР° РўРҫСҖР° Рё СӮ. Рҙ. РҳРҪРҫРіРҙР° РЎ. РҪазСӢРІР°СҺСӮ гаммиСҖРҫРІР°РҪРҪСӢРј РәСҖРөСҒСӮРҫРј, СӮ. Рә. РІ РҪРөР№ СҒРҫРөРҙРёРҪРөРҪСӢ СҮРөСӮСӢСҖРө РёСҒС…РҫРҙСҸСүРёС… РёР· РҫРҙРҪРҫР№ СӮРҫСҮРәРё РұСғРәРІСӢ Р“ (РіСҖРөСҮРөСҒРәР°СҸ гамма). В Р’ РҪРҫРІРөР№СҲРөРө РІСҖРөРјСҸ РЎ. РёСҒРҝРҫР»СҢР·РҫвалаСҒСҢ РәР°Рә СҶРөРҪСӮСҖалСҢРҪСӢР№ СҚР»РөРјРөРҪСӮ РәРҫРјРҝРҫР·РёСҶРёРё флага фаСҲРёСҒСӮСҒРәРҫР№ Р“РөСҖРјР°РҪРёРё Рё СҒСӮала СҒРёРјРІРҫР»РҫРј РІР°СҖРІР°СҖСҒСӮРІР° Рё РҪР°СҒилиСҸ. В РӣРёСӮ.:Jaeger Рҡ., Zur Geschichte und Symbolic des Hakenkreuzes, Lpz., 1921. РЎРІР°СӮРҫРІРҫ РЎРІР°'СӮРҫРІРҫ,РіРҫСҖРҫРҙ (СҒ 1938), СҶРөРҪСӮСҖ РЎРІР°СӮРҫРІСҒРәРҫРіРҫ СҖайРҫРҪР° Р’РҫСҖРҫСҲРёР»РҫРІРіСҖР°РҙСҒРәРҫР№ РҫРұлаСҒСӮРё РЈРЎРЎР . Р Р°СҒРҝРҫР»РҫР¶РөРҪ РҪР° СҖ. РҡСҖР°СҒРҪР°СҸ (РҝСҖРёСӮРҫРә РЎРөРІРөСҖСҒРәРҫРіРҫ Р”РҫРҪСҶР°). Р–.-Рҙ. СҒСӮР°РҪСҶРёСҸ РҪР° лиРҪРёРё РҡСғРҝСҸРҪСҒРә - Р РҫРҙР°РәРҫРІРҫ. 23,4 СӮСӢСҒ. жиСӮРөР»РөР№ (1975). ЗавРҫРҙСӢ: авСӮРҫСҖРөРјРҫРҪСӮРҪСӢР№, РҝРҫРҙСҠёмРҪРҫ-СӮСҖР°РҪСҒРҝРҫСҖСӮРҪРҫРіРҫ РҫРұРҫСҖСғРҙРҫРІР°РҪРёСҸ, С…РҫР·СҸР№СҒСӮРІРөРҪРҪСӢС… СӮРҫРІР°СҖРҫРІ, РјР°СҒР»РҫСҚРәСҒСӮСҖР°РәСҶРёРҫРҪРҪСӢР№, РјРҫР»РҫРәРҫзавРҫРҙ; РәРҫРјРұРёРҪР°СӮСӢ: С…Р»РөРұРҪСӢР№, С…Р»РөРұРҫРҝСҖРҫРҙСғРәСӮРҫРІ, РҝРёСүРөРәРҫРјРұРёРҪР°СӮ, РҝСӮРёСҶРөРәРҫРјРұРёРҪР°СӮ. РҡСҖР°РөРІРөРҙСҮРөСҒРәРёР№ РјСғР·РөР№. РЎРІР°СӮРҫРІСҒСӮРІРҫ РЎРІР°СӮРҫРІСҒСӮРІРҫ',РҫРұСҖСҸРҙ РҝСҖРөРҙР»РҫР¶РөРҪРёСҸ РұСҖР°РәР° ; РЈ СҖазРҪСӢС… РҪР°СҖРҫРҙРҫРІ СҖазлиСҮРөРҪ. РЈ СҖСғСҒСҒРәРёС… РІ РҝСҖРҫСҲР»РҫРј РЎ. РҪР°СҮРёРҪалРҫСҒСҢ РҪРөглаСҒРҪСӢРј СҒРөРјРөР№РҪСӢРј СҒРҫРІРөСӮРҫРј РІ РҙРҫРјРө Р¶РөРҪРёС…Р°, Р·Р°СӮРөРј РІ РҙРҫРј РҪРөРІРөСҒСӮСӢ РҝРҫСҒСӢлали СҒвахСғ или СҒРІР°СӮРҫРІ. Р’ РҙРөСҖРөРІРҪРө РҫРұСӢСҮРҪРҫ СҒРІР°СӮами РІСӢСҒСӮСғРҝали РәСҖС‘СҒСӮРҪСӢРө СҖРҫРҙРёСӮРөли Р¶РөРҪРёС…Р° или РөРіРҫ РұлижайСҲРёРө СҖРҫРҙСҒСӮРІРөРҪРҪРёРәРё (РҙСҸРҙСҸ, СҒСӮР°СҖСҲРёР№ РұСҖР°СӮ). РҹСҖРөРҙР»РҫР¶РөРҪРёРө СҖРҫРҙРёСӮРөР»СҸРј РҙРөРІСғСҲРәРё РҙРөлалРҫСҒСҢ РІ СҲСғСӮРҫСҮРҪРҫ-СӮРҫСҖР¶РөСҒСӮРІРөРҪРҪРҫР№, РёРҪРҫСҒРәазаСӮРөР»СҢРҪРҫР№ С„РҫСҖРјРө. РҹСҖРё РҝРҫР»СғСҮРөРҪРёРё СҒРҫглаСҒРёСҸ СҒСҖазСғ Р¶Рө РҝРҫСҒР»Рө РЎ. или СҮРөСҖРөР· РҪРөСҒРәРҫР»СҢРәРҫ РҙРҪРөР№ РІ РҙРҫРјРө РҪРөРІРөСҒСӮСӢ СғСҒСӮСҖаивали РҝРөСҖРІСӢР№ РҫРұСҖСҸРҙРҫРІСӢР№ РІРөСҮРөСҖ, РҪР° РәРҫСӮРҫСҖРҫРј Рҫ РЎ. СҒРҫРҫРұСүали РұлижайСҲРёРј СҖРҫРҙСҒСӮРІРөРҪРҪРёРәам РҫРұРөРёС… СҒСӮРҫСҖРҫРҪ. РЎРІР°СӮРҫРҝР»СғРә Рў. РЎРІР°'СӮРҫРҝР»СғРә Рў.(Svatopluk Рў.) (РҝСҒРөРІРҙРҫРҪРёРј; РҪР°СҒСӮРҫСҸСүРёРө РёРјСҸ Рё фамилиСҸ РЎРІР°СӮРҫРҝР»СғРә РўСғСҖРөРә, Turek) (25.10.1900, Р“РҫРҙСҒлавиСҶРө, - 30.12.1972, Р“РҫСӮвалСҢРҙРҫРІ), СҮРөСҲСҒРәРёР№ РҝРёСҒР°СӮРөР»СҢ, Р·Р°СҒР»СғР¶РөРҪРҪСӢР№ С…СғРҙРҫР¶РҪРёРә ЧССР(1960). ЧлРөРҪ РҡРҫРјРјСғРҪРёСҒСӮРёСҮРөСҒРәРҫР№ РҝР°СҖСӮРёРё Р§РөС…РҫСҒР»РҫРІР°РәРёРё СҒ 1924. РһРәРҫРҪСҮРёР» РҗРәР°РҙРөРјРёСҺ С…СғРҙРҫР¶РөСҒСӮРІ РІ РҹСҖагРө (1922). РҹРөСҮР°СӮР°СӮСҢСҒСҸ РҪР°СҮал РІ 1925. Р’ 1933 РІСӢСҲРөР» СҖРҫРјР°РҪ «БРҫСӮРҫСҒСӮСҖРҫР№В» (СҖСғСҒ. РҝРөСҖ. 1949), РәРҫСӮРҫСҖСӢРј РҫСӮРәСҖСӢРІР°РөСӮСҒСҸ СҶРёРәР» РҝСҖРҫРёР·РІРөРҙРөРҪРёР№, РҝРҫРәазСӢРІР°СҺСүРёС… СҚРәСҒРҝР»СғР°СӮР°СҶРёСҺ СҖР°РұРҫСҮРёС… РҪР° РәР°РҝРёСӮалиСҒСӮРёСҮРөСҒРәРҫРј РҝСҖРөРҙРҝСҖРёСҸСӮРёРё (В«РҗРҪРіРөР»СӢ СғСҒРҝРөха», 1937; «ТСҖРөСҒСӮ Р“РҫСҖРҙРҫРҪР° РҝРҫРҙР°РөСӮ РІ СҒСғРҙВ», 1940, 2 РёР·Рҙ. РҝРҫРҙ РҪазваРҪРёРөРј В«РҘРҫР·СҸРёРҪ Рё РҝРёСҒР°СӮРөР»СҢВ», 1949). Р РҫРјР°РҪ «БРөР· СҲРөфа» (1953, СҖСғСҒ. РҝРөСҖ. 1955; Р“РҫСҒСғРҙР°СҖСҒСӮРІРөРҪРҪР°СҸ РҝСҖРөРјРёСҸ ЧССР, 1954) СҖРёСҒСғРөСӮ РұРҫСҖСҢРұСғ РәРҫРјРјСғРҪРёСҒСӮРҫРІ Р·Р° СҒРҫСҶиалиСҒСӮРёСҮРөСҒРәРҫРө РҝРөСҖРөСғСҒСӮСҖРҫР№СҒСӮРІРҫ РҝСҖРөРҙРҝСҖРёСҸСӮРёСҸ. РҗРІСӮРҫСҖ РәРҪРёРі Рҫ СҮРөСҲСҒРәРҫРј СҒРөР»Рө: В«РңС‘СҖСӮРІР°СҸ Р·РөРјР»СҸВ» (1936), «ШвРөРҙСҒРәРёР№ РјСҖамРҫСҖВ» (1961), СҖРҫРјР°РҪРҫРІ «ЧРөР»РҫРІРөСҮРөРәВ» (1940), «ДРҫРј РҪР° ВифлРөРөРјСҒРәРҫР№В» (1942), СҒРұРҫСҖРҪРёРә СҖР°СҒСҒРәазРҫРІ В«Рһ Р·Р»РҫРј Рё РҙРҫРұСҖРҫРјВ» (1939). РЎРҫР·Рҙал СҖСҸРҙ РҝСҢРөСҒ, РәРёРҪРҫСҒСҶРөРҪР°СҖРёРөРІ, 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41 |
|||||||