 |
|
���������� ������:: ������ ������ ����� :: ������� ������ :: ������� ������ :: ����� ��� :: ������ ������� ��������� :: �������� ������ ������� :: �������� ������� ������������� :: ������ �������� ������� :: ���������� ������ :: ����� ���� ���������� �����:: ���������� �� ������� Windows XP :: ������� ������ :: ����� ���� :: ������� :: ��������� ������ :: ������ ������ :: ������ ����� :: ����������� ��� :: ��������� ��������� :: ��� � ������ |
������� ��������� ������������ (��)ModernLib.Net / ������������ / ��� / ������� ��������� ������������ (��) - ������ (���. 5)
Образованию С. с. сопутствует термопластический процесс деформирования основного материала, который наиболее ярко выражен для стальных сварных соединений. Этот процесс обусловливает появление хрупкости на некоторых участках зоны термического влияния. Наиболее хрупким становится металл вследствие старения, протекающего в процессе деформирования металла при температурах 150-300 °С. На этих участках С. с. имеют ограниченную сопротивляемость хрупким разрушениям. Образование С. с. сопровождается уменьшением размеров соединяемых элементов в продольном и поперечном направлениях, т. е. продольной и поперечной усадкой, что учитывается при проектировании и изготовлении изделий. Принципы расчёта С. с.В СССР применяют два метода расчёта С. с. на прочность при статическом нагружении: по предельному состоянию (в строительных конструкциях) и по допускаемым напряжениям (в машиностроении). Для С. с. из сталей различной прочности расчётные сопротивления на растяжение R p cв ,сжатие R c cв, срез в стыковых швах R cp cв, срез в угловых швах R y св, атакже допускаемые напряжения на растяжение и сжатие [s св] и срез [t св] установлены отраслевыми правилами и нормами проектирования конструкций. Расчёт на усталость С. с. машиностроительных металлоконструкций выполняется согласно общепринятым методам расчёта на усталость деталей машин. Влияние низких температур на работоспособность соединения может быть учтено при проектировании и изготовлении С. с. выбором основных и сварочных материалов, конструктивных и технологических решений, методов контроля качества материалов и т. п. В расчётах С. с. на прочность при статической нагрузке влияние концентраторов напряжений и температуры для обычных углеродистых и низколегированных сталей не учитывают. В расчётах С. с. на усталостную прочность влияние концентраторов и остаточных напряжений учитывают при установлении допускаемых напряжений. С. с. пролётных строений мостов и стальных конструкций промышленных сооружений рассчитывают на выносливость по предельному состоянию. Лит.: Николаев Г. А., Сварные конструкции, 3 изд., М., 1962; Окерблом Н. О., Конструктивно-технологическое проектирование сварных конструкций, М. - Л., 1964; Николаев Г. А., Куркин С. А., Винокуров В. А., Расчет, проектирование и изготовление сварных конструкций, М., 1971; Труфяков В. И., Усталость сварных соединений, К., 1973. А. А. Казимиров. 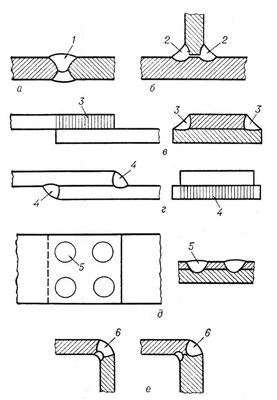
Рис. 1. Виды сварных соединений и типы швов при дуговой сварке: а - стыковое; б - тавровое; в, г, д - нахлёсточные; е - угловое; 1 - стыковой шов; 2 - угловой шов таврового соединения; 3 - фланговый угловой шов нахлёсточного соединения; 4 - лобовой угловой шов нахлёсточного соединения; 5 - электро-заклёпочный шов нахлёсточного соединения; 6 - шов углового соединения. 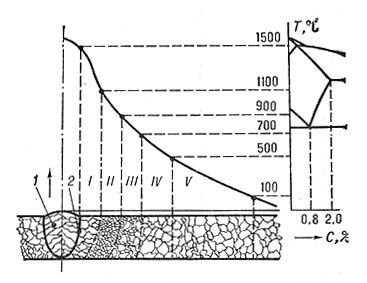
Рис. 5. Схемы зоны термического влияния: I - участок перегрева; II - участок перекристаллизации (нормализации); III - участок частичной перекристаллизации; IV - участок рекристаллизации; V - участок старения; 1 - металл шва; 2 - зона сплавления. 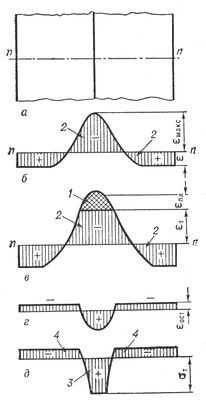
Рис. 6. Временные и остаточные продольные деформации и напряжения в стыковом соединении пластины из углеродистой стали: а - пластина; б - эпюра временных деформаций при E макс.< E т; в - эпюра временных деформаций при E макс.> E т; г - эпюра остаточных деформаций E ост; д - эпюра остаточных напряжений s т; 1 - зона пластических деформаций сжатия; 2 - зона упругих деформаций; 3 и 4 - растягивающие и сжимающие напряжения и деформаций. 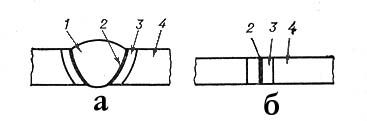
Рис. 4. Сварное соединение: 1 - сварной шов; 2 - зона сплавления (а) или соединения при сварке давлением (б); 3 - зона термического влияния; 4 - прилегающий основной материал. 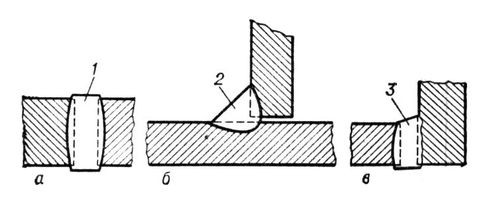
Рис. 2. Виды сварных соединений и типы швов при электрошлаковой сварке: а - стыковое; б - тавровое; в - угловое; 1 - стыковой шов; 2 - угловой шов; 3 - шов углового соединения. 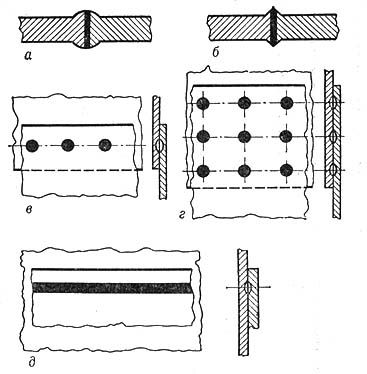
Рис. 3. Виды сварных соединений и типы швов при контактной сварке: а - стыковое при сварке сопротивлением; б - стыковое при сварке плавлением; в - нахлёсточное, выполненное однорядным точечным швом; г - нахлёсточное, выполненное многорядным точечным швом; д - нахлёсточное, выполненное однорядным роликовым швом. Сварные конструкции Сварны'е констру'кции,металлических конструкции зданий и сооружений, соединения элементов которых выполнены сваркой . В виде С. к. изготовляется примерно 95% современных стальных конструкций , среди которых особенно эффективны листовые конструкции . С. к. имеют ряд преимуществ перед клёпаными; основные из них - экономия металла (до 25%) в результате более полного использования сечения и меньшего веса соединительных элементов, меньшая стоимость (благодаря применению относительно недорогого оборудования), плотность (герметичность сварочных швов). Сваровская забастовка 1870 Сва'ровская забасто'вка 1870,забастовка ткачей на фабрике немецкого капиталиста Либига в Сварове (Svбrov, Северная Богемия, ныне город в Чешской Социалистической Республике) 18 февраля - 11 апреля. Явилась протестом против уменьшения администрацией зарплаты на 10%. Рабочие требовали также сокращения 12-часового рабочего дня. Руководили С. з. рабочие, члены местного социал-демократического кружка. Бастовавших поддержали ткачи на фабриках в Железни-Броде (также принадлежавших Либигу). 31 марта 3 тыс. рабочих, собравшихся перед фабрикой в Сварове, подверглись нападению войск и жандармов. Были раненые, 6 рабочих убито, организаторы С. з. арестованы. Расправа над участниками С. з. вызвала волну протеста в стране. Либигу пришлось принять все требования бастовавших. Сварог Сваро'г,в русской и западно-славянской мифологии один из главных богов (бог неба, огня небесного). Отец бога земного огня Сварожича. Сварочная горелка Сва'рочная горе'лка,часть сварочного аппарата, обеспечивающая при электросварке подвод электрического тока к электроду и защитного газа в зону горения сварочной дуги, или устройство, применяемое при газовой сварке для регулируемого смешения газов и создания направленного сварочного пламени. Передвижение С. г. вдоль свариваемых кромок осуществляется вручную (при ручной или полуавтоматической сварке) или может быть механизировано (при автоматической сварке ). В С. г. для электросварки плавящимся электродом ( рис. 1 ) имеется токоподводящий и направляющий мундштук со сменным наконечником, через который проталкивается электродная проволока. Через сопло подводится и направляется газовая струя, защищающая сварочную ванну и электрод от воздействия воздуха. В С. г., применяемой при сварке неплавящихся электродом ( рис. 2 ), мундштук снабжен зажимной токоподводящей цангой. С. г. для газовой сварки подаёт горючие газы (например, ацетилен и кислород) к месту сварки. По двум каналам газы через регулировочные вентили поступают в смесительную камеру, в которой приготавливается горючая смесь, поступающая затем в мундштук. Различают горелки низкого давления со встроенным инжектором для подсоса горючего газа и горелки высокого давления, в которые горючий газ поступает из газовых генераторов или баллонов под давлением. Лит.см. при ст. Сварочное оборудование . М. Г. Бельфор. 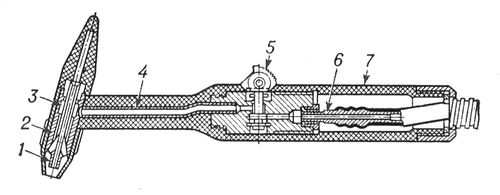
Рис. 2. Ручная горелка для сварки неплавящимся электродом: 1 - токопроводящая цанга; 2 - сопло; 3 - газовая камера; 4 - мундштук; 5 - газовый вентиль; 6 - газовый канал и токопровод; 7 - рукоятка. 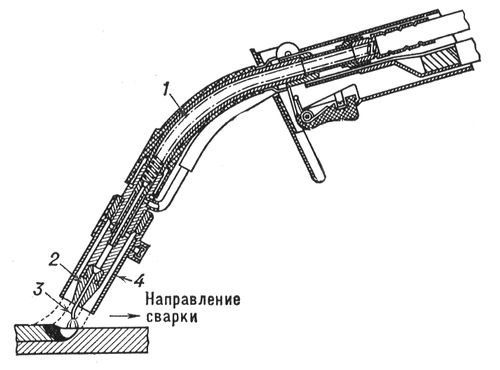
Рис. 1. Горелка для полуавтоматической сварки плавящимся электродом: 1 - мундштук; 2 - сменный наконечник; 3 - электродная проволока; 4 - сопло. Сварочная дуга Сва'рочная дуга',электрическая дуга, образующаяся в зоне сварки (или резки) при прохождении электрического тока через газ между электродами. С. д. - наиболее развитая форма разряда в газах (см. Дуговой разряд ), характеризующаяся малым напряжением, большим током, наличием ионизации газов в дуговом промежутке. Ионизируемый газ столба дугового разряда ярко светится и имеет температуру 6000-10000 °С в осевой части столба разряда. Основной фактор ионизации - высокая температура, поддерживаемая притоком энергии из питающей цепи. Напряжение С. д., т. е. напряжение между концами электродов, существенно зависит от длины дуги, силы тока, материала и размера сварочных электродов, состава и давления газа и других факторов. Для управления свойствами С. д. изменяют длину дуги от 0,01 до 1 см,силу тока от 0,5 до 3000 а,давление газа от 10 2до 10 5 н/ м 2(от 0,001 до 1 кгс/см 2), материал, форму и размеры одного из электродов, защищают зону горения газами, сжимают дугу и т. д. Тепловая мощность С. д. лежит в пределах от 10 до 10 5 втпри концентрации от 10 2до 10 5 вт/ см 2 .Широкий диапазон мощностей позволяет применять С. д. для сварки и резки различных материалов толщиной от 0,05 до 100 ммза один или несколько проходов. Г. И. Лесков. 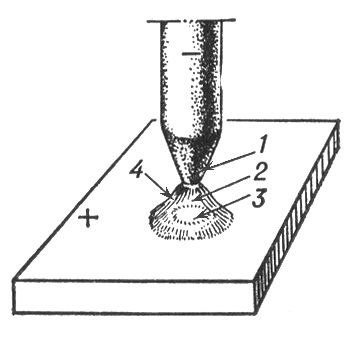
Схема дугового разряда при сварке: 1 - катод; 2 - столб дугового разряда; 3 - анод; 4 - пламя сварочной дуги. Сварочное железо Сва'рочное желе'зо,техническое железо, которое получали при старых способах производства непосредственно из железной руды или чугуна (см. Кричный передел , Кричнорудный процесс , Пудлингование , Сыродутный процесс ). Образовавшиеся в печи (или горне) тестообразные комья железа ( крицы ) состояли из кристаллов железа высокой чистоты, перемежавшихся с некоторым количеством равномерно распределённых включений жидкого шлака. Извлечённую из печи (горна) горячую крицу подвергали ковке или прокатке, в результате чего из металла выдавливался шлак, а кристаллы железа сваривались (отсюда название). С. ж. характеризовалось высокими механическими свойствами (пластичностью, корозионной стойкостью, свариваемостью). В середине 20 в. С. ж. практически вытеснено сталью. Сварочное оборудование Сва'рочное обору'дование,машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок - линией. Существуют посты и установки для дуговой, контактной, газовой, электроннолучевой и других способов сварки . К С. о. относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удерживания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделий в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика С. о. определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка). Сварочный пост - участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки ( рис.1 ). Такие стационарные посты размещают в цехе. В полевых условиях, для сварки крупногабаритных изделий, на строительстве, при выполнении ремонтных работ и т. п. организуют передвижные посты. Сварочные аппараты и машины. Всварочные посты и установки входят источники питания и аппараты для регулирования горения сварочной дуги в процессе сварки. Для выполнения сварки применяют источники питания, которые имеют удобную, плавную или ступенчатую регулировку и удовлетворяют общим требованиям для электрических машин и аппаратов. При электросварке используют сварочные трансформаторы, генераторы и выпрямители; при газопламенной обработке-газовые генераторы. Различают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа) и малогабаритные переносные (непродолжительная работа). Сварочный трансформатор служит для согласования параметров сварочной и питающей цепей, а также выполняет функции регулятора. При дуговой сварке применяют механические и электрические способы регулирования напряжения. При механическом регулировании ( рис. 2, а ) изменяют, например, расстояние между первичными и вторичными обмотками. Электрическое регулирование ( рис. 2, б ) осуществляют изменением токов управления в дополнительных обмотках, расположенных на верхнем и среднем ярме трансформатора. При этом вторичная обмотка разделена на две части (a и b), одна из которых (b) расположена в верхнем окне трансформатора. При одном и том же коэффициенте трансформации такой трансформатор может иметь различные значения напряжения холостого хода, что необходимо при настройке режима сварки. Для контактной электросварки применяют сварочные трансформаторы с минимальным сопротивлением короткого замыкания. Их вторичная обмотка имеет обычно 1 или 2 витка. Изменение вторичного напряжения достигается переключением части витков первичной обмотки. Сварочный генератор - специальная электрическая машина постоянного тока или тока повышенной частоты. Применяют однопостовые генераторы - универсальные или с падающей внешней характеристикой, которая обеспечивает устойчивое горение сварочной дуги. В сварочной технике используют генераторы: поперечного поля, с расщепленными полюсами, с размагничивающей последовательной обмоткой. У сварочного генератора поперечного поля ( рис. 3, а ) короткозамкнутая обмотка cdякоря создаёт поперечный магнитный поток Ф п. Падающая характеристика образуется в результате действия продольного размагничивающего потока якоря Ф пр. У генератора с размагничивающей последовательной обмоткой ( рис. 3, б ) внешняя характеристика формируется взаимодействием магнитных потоков Ф р(размагничивающей последовательной обмотки) и Ф в(намагничивающей параллельной обмотки). Напряжение на намагничивающую обмотку подаётся от третьей щётки или от самостоятельного источника питания (при т. н. независимом возбуждении). Сварочный выпрямитель - преобразователь переменного напряжения питающей сети в постоянное, имеющий падающую, жёсткую или регулируемую внешнюю характеристику. Выпрямитель состоит из трансформатора, блока, полупроводниковых вентилей, системы автоматического управления, дросселя электрического , коммутационной аппаратуры. Регулирование преобразователей осуществляется трансформаторами или управляемыми вентилями. Газовый генератор - аппарат для получения горючих газов. Чаще в газовых генераторах производят ацетилен из карбида кальция путём взаимодействия его с водой (см. Генератор ацетиленовый ). Сварочный автомат для дуговой сварки - комплекс механизмов и приборов ( рис. 4 ), с помощью которых осуществляется механизация процесса выполнения сварного соединения: подача электродной проволоки, зажигание сварочной дуги, поддержание заданного режима сварки и прекращение процесса. В таких установках используют головки с независимой скоростью подачи проволоки, в которых поддержание дугового процесса основано на саморегулировании дуги, и с автоматическим регулированием скорости подачи проволоки в зависимости от напряжения дуги. Взамен сложных установок для автоматической сварки часто применяют сварочные тракторы-переносные самоходные автоматы. Существуют сварочные автоматы и самостоятельные подвесные головки, осуществляющие электросварку одним или несколькими электродами. Электроды могут быть подключены к общему источнику питания или к самостоятельным источникам. Применяются также аппараты для сварки неплавящимся угольным или вольфрамовым электродами ( рис. 5 ). 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41 |
|||||||