 |
|
Популярные авторы:: БСЭ :: Борхес Хорхе Луис :: Раззаков Федор :: Херберт Фрэнк :: Горький Максим :: Чехов Антон Павлович :: Грин Александр :: Толстой Лев Николаевич :: Азимов Айзек :: Астафьев Виктор Петрович Популярные книги:: Дюна (Книги 1-3) :: The Boarding House :: Преодоление :: Три цвета времени :: Упражнения по стилистике русского языка :: Талисман из Рэдволла :: Закрой рот, джинн – кишки простудишь… :: Авантюристка :: Андропов. 7 тайн генсека с Лубянки :: Нет прощения! |
Большая Советская Энциклопедия (ЭЛ)ModernLib.Net / Энциклопедии / БСЭ / Большая Советская Энциклопедия (ЭЛ) - Чтение (стр. 28)
При постепенном повышении силы тока его замыкание приводит к появлению в области катода потенциала действия, но в области анода снижение возбудимости может привести к блоку проведения. Русский физиолог Б. Ф. Вериго (1883, 1888), существенно дополнивший данные
, установил, что при длительном действии тока начальное «катэлектротоническое» повышение возбудимости сменяется «католической депрессией», т. е. снижением возбудимости, а в области анода возбудимости переходит в «анодическую экзальтацию». Э. способен распространяться вдоль нервной или мышечной клеток (периэлектротон). Природа первичных (при кратковременном действии тока) и вторичных (при его длительном действии) электротонических изменений возбудимости и проводимости различна. Первичные катэлектротон и анэлектротон объясняются сдвигами мембранного потенциала возбудимой клетки соответственно ближе или дальше от критического уровня, при котором начинает генерироваться потенциал действия (см.
,
биоэлектрическая). Вторичные электротонические явления связаны с воздействием на процессы инактивации натриевой проницаемости и активации калиевой проницаемости мембраны возбудимой клетки (см.
)
.Явления Э., участвуя в механизмах, формирующих работу нервной системы, играют важную роль в распространении импульсов по нервным сетям. Изучение Э. привело к разработке приёмов раздражения двигательного аппарата человека, которые используются при электродиагностике заболеваний периферической нервной и мышечной систем.
Л. Г. Магазаник. Электротравма Электротра'вма(от и ) ,болезненное состояние организма, вызванное воздействием электрического тока (в быту, на производстве, а также при поражении молнией). Тяжесть Э. зависит от параметров тока и длительности его воздействия. При силе тока до 10 мавозникают лишь неприятные ощущения, в более тяжёлых случаях - непроизвольное сокращение мышц в области контакта с проводником тока (например, мышц верхней конечности); при силе тока в 15 масокращения мышц настолько сильны, что не позволяют разжать пальцы, схватившие проводник (так называемый неотпускающий ток); при 25 маи более возникают судороги всех мышц тела (в том числе и дыхательных, что создаёт угрозу смерти от удушья), нарушения деятельности нервной и сердечно-сосудистой систем, потеря сознания, клиническая смерть, что требует применения реанимационных мер. Переменный ток порядка 100 мавоздействует непосредственно на миокард, вызывая фибрилляцию сердца, при которой для восстановления ритмичных сокращений сердца применяют .Переменный ток напряжением до 450-500 вболее опасен, чем постоянный; при более высоком напряжении постоянный ток опаснее переменного. При действии тока напряжением выше 350 ввозникают местные изменения - электроожоги 3-й и 4-й степени (см. ) в местах входа и выхода тока; по протяжению они различны: от точечных «меток» до обугливания конечности. Судьба пострадавшего зависит от своевременности оказания первой помощи, которая включает быстрое освобождение его от действия тока, в тяжёлых случаях - искусственное дыхание и массаж сердца через грудную клетку. После Э. необходима госпитализация для лечения электроожогов и нервно-сосудистых нарушений. Профилактика Э.: строгое соблюдение правил техники безопасности при монтаже, эксплуатации и ремонте электроустановок. Лит.:Березнева В. И., Электротравма, электроожоги и их лечение, Л., 1964. В. Ф. Пожариский. Электроугли Электроу'гли, город (с 1956) в Ногинском районе Московской области РСФСР, Ж.-д. станция в 35 кмк В. от Москвы, 18 тыс. жителей (1974). Объединение «Электроугли», комбинат керамических изделий, завод «Техуглерод». Вечерний индустриальный и машиностроительный техникумы. Электрофарфор Электрофарфо'р,диэлектрик, используемый для высоко- и низковольтных линий электропередач и в производстве разнообразного электротехнического оборудования; разновидность .Технология Э. (см. ) позволяет изготовлять прессованием, пластическим формованием и отливкой изделия разнообразной формы размером от нескольких ммдо 2-3 м.Наряду с полевошпатовым Э. (основной вид Э.) выпускаются глинозёмный, цирконовый и ашаритовый Э. Характеристики Э. зависят от фазового состава (содержания кварца, муллита, корунда, циркона и стекловидной фазы): предел прочности при статическом изгибе 60-140 Мн/ м 2(600-1400 кгс/см 2) ;электрическая прочность при 500 гц28-40 кв/ мм,удельное объёмное электрическое сопротивление при 20 °С 1Ч10 10-3,74Ч10 12 омЧ м,диэлектрическая проницаемость при 50 гц6,3-8,2. Высокие требования к Э. обусловливают использование для его производства лишь чистого и стабильного по составу керамического сырья (каолинов, глин, кварцевого песка, циркона и др.). Электрофизиология Электрофизиоло'гия,раздел физиологии, изучающий различные электрические явления в живых тканях организма (биоэлектрические потенциалы), а также механизм действия на них электрического тока. Первые научные сведения о «животном электричестве» были получены в 1791 Л. .Он обнаружил, что замыкание металлическим проводником оголённых нерва и мышцы лягушки сопровождается сокращением последней, и истолковал этот факт как результат действия возникающего в живой ткани электричества. Этот опыт вызвал возражения А. ,который указал, что раздражение мышцы может быть связано с появлением электричества в состоящей из разнородных металлов внешней цепи. Гальвани воспроизвёл также сокращение мышцы без участия металлического проводника (путём прикосновения поврежденного участка нерва к мышце) и с несомненностью показал, что источником электричества является живая ткань. В 1797 опыты Гальвани подтвердил немецкий учёный А. Гумбольдт. Итальянский физиолог К. Маттеуччи в 1837 доказал наличие разности электрических потенциалов между поврежденной и неповрежденной частями мышцы. Он обнаружил также, что мышца при её сокращении создаёт электрический ток, достаточный для раздражения другого нервно-мышечного соединения. Э. при помощи более совершенной методики в 1848 подтвердил, что повреждение мышцы или нерва всегда сопровождается появлением разности потенциалов, уменьшающейся при возбуждении. Тем самым был открыт потенциал действия («отрицательное колебание», по терминологии того времени) - один из основных видов электрических процессов в возбудимых тканях. Дальнейшее развитие Э. было предопределено созданием технических средств для регистрации слабых и кратковременных электрических колебаний. В 1888 немецкий физиолог Ю. Бернштейн предложил т. н. дифференциальный реотом для изучения токов действия в живых тканях, которым определил скрытый период, время нарастания и спада потенциала действия, После изобретения капиллярного электрометра, применяемого для измерения малых эдс, такие исследования были повторены более точно французским учёным Э. Ж. Мареем (1875) на сердце и А. Ф. (1908) на скелетной мышце. Н. Е. (1884) применил телефон для прослушивания потенциалов действия. Важную роль в развитии Э. сыграл советский физиолог В. Ю. Чаговец, впервые применивший в 1896 теорию электролитической диссоциации для объяснения механизма появления электрических потенциалов в живых тканях. Бернштейн сформулировал в 1902 основные положения ,развитые позднее английскими учёными П. Бойлом и Э. Конуэем (1941), А. Ходжкином, Б. Кацем и А. Хаксли (1949). В начале 20 в. для электрофизиологических исследований был использован струнный гальванометр, позволивший в значительной мере преодолеть инерционность др. регистрирующих приборов; с его помощью В. и Самойлов получили подробные характеристики электрических процессов в различных живых тканях. Неискажённая регистрация любых форм биоэлектрических потенциалов стала возможной лишь с введением в практику Э. (30-40-е гг.20 в.) электронных усилителей и осциллографов (Г. Бишоп, Дж. Эрлангер и Г. Гассер, США), составляющих основу электрофизиологической техники. Использование электронной техники позволило осуществить отведение электрических потенциалов не только от поверхности живых тканей, но и из глубины при помощи погружаемых электродов (регистрация электрической активности отдельных клеток и внутриклеточное отведение). Позднее в Э. стала широко использоваться также электронно-вычислительная техника, позволяющая выделять очень слабые электрические сигналы на фоне шумов, проводить автоматическую статистическую обработку большого количества электрофизиологических данных, моделировать электрофизиологические процессы и т. д. Значительный вклад в развитие Э. внесли также русские и советские физиологи - И. Г. Тарханов, Б. Ф. Вериго, В. Я. Данилевский, Д. С. Воронцов, А. Б. Коган, П. Г. Костюк, М. Н. Ливанов и др. Электрофизиологический метод регистрации электрических потенциалов, возникающих во время активных физиологических функций во всех без исключения живых тканях, - наиболее удобный и точный метод исследования этих процессов, измерения их временных характеристик и пространственного распределения, т. к. электрические потенциалы лежат в основе механизма генерации таких процессов, как возбуждение, торможение, секреция. Вместе с тем - наиболее универсальный раздражитель для живых структур; химические, механические и другие раздражители при действии на ткани также трансформируются на клеточных мембранах в электрические изменения. Поэтому электрофизиологические методы широко используются во всех разделах физиологии для вызова и регистрации деятельности различных органов и систем. Соответственно они широко применяются также в патофизиологических исследованиях и в клинической практике для определения функциональных нарушений жизненных функций. Диагностическое значение приобрели различные электрофизиологические методы - , , . ,электродермография (регистрация изменений электрических потенциалов кожи) и др. Основные проблемы современной Э.: изучение физико-химических процессов на клеточной мембране, приводящих к появлению электрических потенциалов, и их изменение во время активных физиологических процессов (см. , , , ) ,а также биохимических процессов, поставляющих энергию для переноса ионов через мембрану и создания ионных градиентов - основы генерации таких потенциалов; исследование молекулярной структуры мембранных каналов, которые избирательно пропускают через мембрану те или иные ионы и тем самым создают различные формы активных клеточных реакций; моделирование биоэлектрических явлений на искусственных мембранах. См. также ст. . Лит.:Гальвани А., Вольта А., Избранные работы о животном электричестве, М. - Л., 1937; Брейзье М., Электрическая активность нервной системы, пер. с англ., М., 1955; Веритов И. О., Общая физиология мышечной и нервной системы, 3 изд., т. 1-2, М., 1959-66; Воронцов Д. С., Общая электрофизиология, М., 1961; Ходжкин А., Нервный импульс, пер. с англ., М., 1965; Катц Б., Нерв, мышца и синапс, пер. с англ., М., 1968; Ходоров Б. И., Общая физиология возбудимых мембран, М., 1975 (Руководство по физиологии); Костюк П. Г., Физиология центральной нервной системы, 2 изд., К., 1977; Erianger J., Gasser H. S., Electrical signs of nervous activity, Phil, 1937; Schaefer H., Elektrophy-siologie, Bd 1-2, W., 1940-42; Hubbard J., Llinas R., Quastel D., Electrophysiological analysis of synaptic transmission, L., 1969 П. Г. Костюк. Электрофизические и электрохимические методы обработки Электрофизи'ческие и электрохими'ческие ме'тоды обрабо'тки,общее название методов обработки конструкционных материалов непосредственно электрическим током, электролизом и их сочетанием с механическим воздействием. В Э. и э. м. о. включают также методы ультразвуковые, плазменные и ряд других методов. С разработкой и внедрением в производство этих методов сделан принципиально новый шаг в технологии обработки материалов - электрическая энергия из вспомогательного средства при механической обработке (осуществление движения заготовки, инструмента) стала рабочим агентом. Всё более широкое использование Э. и э. м. о. в промышленности обусловлено их высокой производительностью, возможностью выполнять технологические операции, недоступные механическим методам обработки. Э. и э. м. о. весьма разнообразны и условно их можно разделить на электрофизические (электроэрозионные, электромеханические, лучевые), электрохимические и комбинированные ( рис. 1 ). Электрофизические методы обработки Электроэрозионная обработкаоснована на вырывании частиц материала с поверхности импульсом электрического разряда. Если задано напряжение (расстояние) между электродами, погруженными в жидкий диэлектрик, то при их сближении (увеличении напряжения) происходит пробой диэлектрика - возникает электрический разряд, в канале которого образуется плазма с высокой температурой. Т. к. длительность используемых в данном методе обработки электрических импульсов не превышает 10 -2 сек,выделяющееся тепло не успевает распространиться в глубь материала и даже незначительной энергии оказывается достаточно, чтобы разогреть, расплавить и испарить небольшое количество вещества. Кроме того, давление, развиваемое частицами плазмы при ударе об электрод, способствует выбросу (эрозии) не только расплавленного, но и просто разогретого вещества. Поскольку электрический пробой, как правило, происходит по кратчайшему пути, то прежде всего разрушаются наиболее близко расположенные участки электродов. Т. о., при приближении одного электрода заданной формы (инструмента) к другому (заготовке) поверхность последнего примет форму поверхности первого ( рис. 2 ). Производительность процесса, качество получаемой поверхности в основном определяются параметрами электрических импульсов (их длительностью, частотой следования, энергией в импульсе). Электроэрозионный метод обработки объединил электроискровой и электроимпульсный методы. Электроискровая обработка была предложена советскими учёными H. И. и Б. Р. Лазаренко в 1943. Она основана на использовании .При этом в канале разряда температура достигает 10000 °С, развиваются значительные гидродинамические силы, но сами импульсы относительно короткие и, следовательно, содержат мало энергии, поэтому воздействие каждого импульса на поверхность материала невелико. Метод позволяет получить хорошую поверхность, но не обладает достаточной производительностью. Кроме того, при этом методе износ инструмента относительно велик (достигает 100% от объёма снятого материала). Метод используется в основном при прецизионной обработке небольших деталей, мелких отверстий, вырезке контуров. твердосплавных штампов проволочным электродом (см. ниже). Электроимпульсная обработка основана на использовании импульсов .Предложена советским специалистом М. М. Писаревским в 1948. Этот метод стал внедряться в промышленность в начале 1950-х гг. В отличие от искрового, дуговой разряд имеет температуру плазмы ниже (4000-5000°С), что позволяет увеличивать длительность импульсов, уменьшать промежутки между ними и т. о. вводить в зону обработки значительные мощности (несколько десятков квт) ,т. е. увеличивать производительность обработки. Характерное для дугового разряда преимущественно разрушение катода приводит к тому, что износ инструмента (в этом случае он подключается к аноду) ниже, чем при электроискровой обработке, составляя 0,05-0,3% от объёма снятого материала (иногда инструмент вообще не изнашивается). Более экономичный электроимпульсный метод используется в основном для черновой обработки и для трёхкоординатной обработки фасонных поверхностей. Оба метода (электроискровой и электроимпульсный) дополняют друг друга. Электроэрозионные методы особенно эффективны при обработке твёрдых материалов и сложных фасонных изделий. При обработке твёрдых материалов механическими способами большое значение приобретает износ инструмента. Преимущество электроэрозионных методов (как и вообще всех Э. и э. м. о.) состоит в том, что для изготовления инструмента используются более дешёвые, легко обрабатываемые материалы. Часто при этом износ инструментов незначителен. Например, при изготовлении некоторых типов штампов механическими способами более 50% технологической стоимости обработки составляет стоимость используемого инструмента. При обработке этих же штампов электроэрозионными методами стоимость инструмента не превышает 3,5%. Условно технологические. приёмы электроэрозионной обработки можно разделить на прошивание и копирование. Прошиванием удаётся получать отверстия диаметром менее 0,3 мм,что невозможно сделать механическими методами. В этом случае инструментом служит тонкая проволочка. Этот приём на 20-70% сократил затраты на изготовление отверстий в фильерах, в том числе алмазных. Более того, электроэрозионные методы позволяют изготовлять спиральные отверстия. При копировании получила распространение обработка ленточным электродом ( рис. 3 ). Лента, перематываясь с катушки на катушку, огибает копир, повторяющий форму зуба. На грубых режимах лента «прорезает» заготовку на требуемую глубину, после чего вращением заготовки щель расширяется на нужную ширину. Более распространена обработка проволочным электродом (лента заменяется проволокой). Этим способом, например, можно получать из единого куска материала одновременно пуансон и матрицу штампа, причём их соответствие практически идеально. Возможности электроэрозионной обработки при изготовлении деталей сложной формы видны из рис. 4а, б . Другие её разновидности: размерная обработка, упрочнение инструмента, получение порошков для порошковой металлургии и др. См. также . Первый в мире советский электроэрозионный (электроискровой) станок был предназначен для удаления застрявшего в детали сломанного инструмента (1943). С тех пор в СССР и за рубежом выпущено большое число разнообразных по назначению, производительности и конструкции электроэрозионных станков. По назначению (как и ) различают станки универсальные, специализированные (см., напр., рис. 5 ) и специальные, по требуемой точности обработки - общего назначения, повышенной точности, прецизионные. Общими для всех электроэрозионных станков узлами являются устройство для крепления и перемещения инструмента (заготовки), гидросистема, устройство для автоматического регулирования межэлектродного промежутка (между заготовкой и инструментом). Генераторы соответствующих импульсов (искровых или дуговых) изготовляются, как правило, отдельно и могут работать с различными станками. Основные отличия устройств для перемещения инструмента (заготовки) в электроэрозионных станках от таковых в металлорежущих станках - отсутствие значительных силовых нагрузок и наличие электрической изоляции между электродами. Гидросистема состоит из ванны с рабочей жидкостью (технического масла, керосин и т. п.), гидронасоса для прокачивания жидкости через межэлектродный промежуток и фильтров для очистки жидкости, поступающей в насос, от продуктов эрозии. Электроимпульсный станок отличается от электроискрового практически только генератором импульсов. Советская промышленность выпускает генераторы различного назначения. Развитие техники полупроводниковых приборов позволило создать генераторы, обеспечивающие изменение параметров импульсов в широких пределах. Например, у советского генератора ШГИ-125-100 диапазон частот следования импульсов 0,1-100 кгц,длительность импульсов 3-9000 мксек,максимальная мощность 7,5 квт,номинальная сила тока 125 а.Диапазон рабочих напряжении, вырабатываемых для электроискровой обработки, - 60-200 в,а для электроимпульсной - 20-60 в.Современные электроэрозионные станки - высокоавтоматизированные установки, зачастую работающие в полуавтоматическом режиме. Электромеханическая обработкаобъединяет методы, совмещающие одновременное механическое и электрическое воздействие на обрабатываемый материал в зоне обработки. К ним же относят методы, основанные на использовании некоторых физических явлений (например, гидравлический удар, ультразвук и др.). Электроконтактная обработка основана на введении в зону механической обработки электрической энергии - возбуждении мощной дуги переменного или постоянного тока (до 12 капри напряжении до 50 в) между, например, диском, служащим для удаления материала из зоны обработки, и изделием ( рис. 6 ). Применяется для обдирки литья, резки и других видов обработки, аналогичных по кинематике движений почти всем видам механической обработки. Преимущества метода - высокая производительность (до 10 6 мм 3 /мин) на грубых режимах, простота инструмента, работа при относительно небольших напряжениях, низкие удельные давления инструмента - 30-50 кн/м 2(0,3- 0,5 кгс/см 2) и, как следствие, возможность использования для обработки твёрдых материалов инструмента, изготовленного из относительно мягких материалов. Недостатки - большая шероховатость обработанной поверхности, тепловые воздействия на металл при жёстких режимах. Разновидностью электроконтактной обработки является электроабразивная обработка - обработка (в т. ч. алмазно-абразивным), изготовленным на основе проводящих материалов. Введение в зону обработки электрической энергии значительно сокращает износ инструмента. Электроконтактные станки по кинематике не отличаются практически от соответствующих металлорежущих станков; имеют мощный источник тока. Магнитоимпульсная обработка применяется для пластического деформирования металлов и сплавов (обжатие и раздача труб, формовка трубчатых и листовых заготовок, калибровка и т. п.) и основана на непосредственном преобразовании энергии меняющегося с большой скоростью магнитного поля, возбуждаемого, например, при разряде батареи мощных конденсаторов на индуктор, в механическую работу при взаимодействии с проводником (заготовкой) ( рис. 7 ). Преимущества метода - отсутствие движущихся и трущихся частей в установках, высокая надёжность и производительность, лёгкость управления и компактность, наличие лишь одного инструмента - матрицы или пуансона (роль другого выполняет поле) и др.: недостатки - относительно невысокий кпд, затруднительность обработки заготовок с отверстиями или пазами (мешающими протеканию тока) и большой толщины. Электрогидравлическая обработка (главным образом штамповка). Основана на использовании энергии при мощном электрическом (искровом) разряде в жидком диэлектрике ( рис. 8 ). При этом необходимо вакуумирование полости между заготовкой и матрицей, поскольку из-за огромных скоростей движения заготовки к матрице воздух не успевает уйти из полости и препятствует плотному прилеганию заготовки к матрице. Метод прост, надёжен, но обладает небольшим кпд, требует высоких электрических напряжений и не всегда даёт воспроизводимые результаты. К электромеханической обработке относится также .
Лучевая обработка. К лучевым методам обработки относится обработка материалов электронным пучком и световыми лучами (см.
)
.Электроннолучевая обработка осуществляется потоком электронов высоких энергий (до 100
кэв)
.Таким путём можно обрабатывать все известные материалы (современная
позволяет концентрировать электронный пучок на весьма малой площади, создавать в зоне обработки огромные плотности мощности). Электроннолучевые станки могут выполнять резание (в т. ч. прошивание отверстий) и сварку с большой точностью (до 50
К электрофизическим методам обработки относится также . Электрохимические методы обработки Основаны на законах .По используемым принципам эти методы разделяют на анодные и катодные (см. ) ,по технологическим возможностям - на поверхностные и размерные. Поверхностная электрохимическая обработка.Практическое использование электрохимических методов началось с 30-х гг. 19 в. (гальваностегия и гальванопластика, см. ) .Первый патент на электролитическое полирование был выдан в 1910 Е. И. .Суть метода состоит в том, что под действием электрического тока в электролите происходит растворение материала анода (анодное растворение), причём быстрее всего растворяются выступающие части поверхности, что приводит к её выравниванию. При этом материал снимается со всей поверхности, в отличие от механического полирования, где снимаются только наиболее выступающие части. Электролитическое полирование позволяет получить поверхности весьма малой шероховатости. Важное отличие от механического полирования - отсутствие каких-либо изменений в структуре обрабатываемого материала. См. статьи , . Размерная электрохимическая обработка.К этим методам обработки относят анодно-гидравлическую и . Анодно-гидравлическая обработка впервые была применена в Советском Союзе в конце 20-х гг. для извлечения из заготовки остатков застрявшего сломанного инструмента. Скорость анодного растворения зависит от расстояния между электродами: чем оно меньше, тем интенсивнее происходит растворение. Поэтому при сближении электродов поверхность анода (заготовка) будет в точности повторять поверхность катода (инструмента). Однако процессу растворения мешают продукты электролиза, скапливающиеся в зоне обработки, и истощение электролита. Удаление продуктов растворения и обновление электролита осуществляются либо механическим способом (анодно-механическая обработка), либо прокачиванием электролита через зону обработки ( рис. 9 ). Этим методом, подбирая электролит, можно обрабатывать практически любые токопроводящие материалы, обеспечивая высокую производительность в сочетании с высоким качеством поверхности. Используемые для анодно-гидравлической обработки электрохимические станки просты в обращении, используют низковольтное (до 24 в) электрооборудование. Однако значительные плотности тока (до 200 а/см 2) требуют мощных источников тока, больших расходов электролита (иногда до 1/ 3площади цехов занимают баки для электролита). Комбинированные методы обработки сочетают в себе преимущества электрофизических и электрохимических методов. Используемые сочетания разнообразны. Например, сочетание анодно-механической обработки с ультразвуковой в некоторых случаях повышает производительность в 20 раз. Существующие электроэрозионно-ультразвуковые станки позволяют использовать оба метода как раздельно, так и вместе. Лит.:Вишницкий А. Л., Ясногородский И. 3., Григорчук И. П., Электрохимическая н электромеханическая обработка металлов, Л., 1971; Электрофизические и электрохимические методы размерной обработки материалов, М., 1971; Черепанов Ю. П., Самецкий Б. И., Электрохимическая обработка в машиностроении, М., 1972; Новое в электрофизической и электрохимической обработке материалов, Л., 1972. Д. Л. Юдин. 
Рис. 5. Электроэрозионный станок для извлечения обломков свёрл из глубоких отверстий в коленчатых валах. 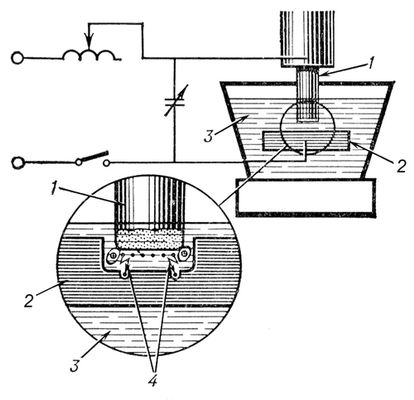
Рис. 2. Схема электроэрозионного метода обработки: 1 - инструмент; 2 - заготовка; 3 - жидкий диэлектрик; 4 - электрические разряды. 
Рис. 7. Схема магнитоимпульсной обработки: 1 - индуктор; 2 - заготовка. Пунктиром показаны магнитные силовые линии; жирными стрелками - механические силы. 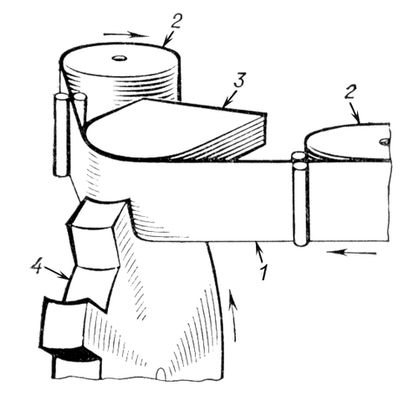
Рис. 3. Схема обработки пазов ленточным электродом: 1 - лента; 2 - катушки; 3 - копир; 4 - заготовка. 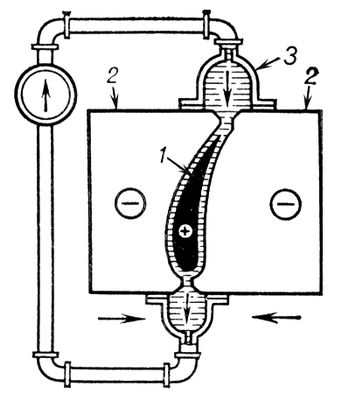
Рис. 9. Схема анодно-гидравлической обработки поверхности турбинной лопатки подвижными электродами: 1 - лопатка; 2 - электроды; 3 - электролит. Стрелками показано направление движения электродов и электролита. 
Рис. 8. Схема устройства для электрогидравлической штамповки: 1 - электроды; 2 - заготовка; 3 - вакуумная полость матрицы; 4 - матрица; 5 - рабочая жидкость. 
Рис. 4б. Рабочее колесо газовой турбины, обработанное электроэрозионным методом. 
Рис. 6. Принципиальная схема электроконтактной обработки: 1 - заготовка; 2 - диск; 3 - источник питания. 
Рис 4. Половина ковочного штампа. 
Рис. 1. Классификация основных электрофизических и электрохимических методов обработки. Электрофон Электрофо'н(от и ) ,бытовое устройство для воспроизведения звука с ;в принципиальном отношении отличается от тем, что в Э. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41 |
|||||||
 ). Основой электроннолучевого станка является
.Станки имеют также устройства контроля режима обработки, перемещения заготовки, вакуумное оборудование. Из-за относительно высокой стоимости, малой производительности, технической сложности станки используются в основном для выполнения прецизионных работ в микроэлектронике, изготовления фильер с отверстиями малых (до 5
мкм)
диаметров, работ с особо чистыми материалами.
). Основой электроннолучевого станка является
.Станки имеют также устройства контроля режима обработки, перемещения заготовки, вакуумное оборудование. Из-за относительно высокой стоимости, малой производительности, технической сложности станки используются в основном для выполнения прецизионных работ в микроэлектронике, изготовления фильер с отверстиями малых (до 5
мкм)
диаметров, работ с особо чистыми материалами.