Заднюю упорную сталебаббитовую шайбу надевают на коленчатый вал.
При установке крышек коренных подшипников необходимо, чтобы метки (или цифры), обозначающие номер подшипника, были размещены с одной стороны и находились друг против друга. Посадить крышки коренных подшипников на свои места можно легким постукиванием резинового молотка. Усик задней упорной сталебаббитовой шайбы должен войти в паз крышки.
На шпильки надевают шайбы, приворачивают гайки крепления крышек и равномерно их подтягивают. После каждой затяжки динамометрическим ключом гаек моментом 10–11 кгс?м, начиная с первой крышки, поворачивают коленчатый вал монтажкой, вращая храповик или маховик, который должен свободно вращаться при небольшом усилии. Если усилие поворота большое, из постели вкладыша следует удалить тонкую прозрачную бумагу, заложенную ранее, снова повторить операцию крепления первой крышки и законтрить гайки.
Последующие крышки затягивают по одной по аналогии с первой, каждый раз поворачивая коленчатый вал монтажкой.
В пазы держателя сальника помещают резиновые прокладки (сапожки), а их боковую поверхность, выступающую из паза, покрывают мыльным раствором. Держатель сальника ставят на место, после чего затягивают гайки на шайбах Гровера.
Затем напрессовывают до упора шестерню коленчатого вала, совмещая метку «о», расположенную на зубе шестерни коленчатого вала, с «риской» у впадины зуба на текстолитовой шестерне распределительного вала.
Продольный люфт коленчатого вала должен отсутствовать и в этом надо убедиться (осевой зазор между торцом задней упорной сталебаббитовой шайбы и плоскостью бурта первой коренной шейки 0,075–0,175 мм). Проверка производится так: закладывают отвертку (монтажку) между первым кривошипом вала и передней стенкой блока и, пользуясь ею как рычагом, отжимают вал в сторону заднего конца двигателя. Щупом измеряют зазор. Величина зазора регулируется подбором передней сталебаббитовой упорной шайбы соответствующей толщины. Толщина передней шайбы варьируется в следующих пределах: 2,35–2,37, 2,37–2,40, 2,40–2,45 мм.
Вот теперь следует окончательно затянуть болты упорного фланца через отверстия (текстолитовой) шестерни распределительного вала, надеть на шпильки блока паронитовую уплотнительную прокладку (ставить на герметизирующую пасту) и крышку распределительных шестерен, предварительно запрессовав в нее сальник при помощи оправки (рис. 9).
Рис. 9. Оправка для запрессовки сальника в крышку распределительных шестерен.
Затем следует слегка навернуть гайки, сцентрировать крышки по переднему концу коленчатого вала при помощи центрирующей оправки (рис. 10).
Рис. 10. Оправка для центрального переднего сальника коленчатого вала.
Выравнивание зазоров производится легкими ударами резинового молотка по крышке. После этого крышку окончательно закрепляют, удаляют центрирующую оправку, надевают маслоотражатель на вал и напрессовывают ступицу шкива коленчатого вала. После чего в коленчатый вал следует завернуть храповик, предварительно надев на него пружинную шайбу.
Затянув очень туго (ключом, монтажкой) храповик, еще раз проверьте продольный люфт коленчатого вала и убедитесь, что маслоотражатель не задевает за крышку шестерен.
Определите предельные номинальные размеры, допуск и зазоры в сопрягаемых деталях (гильза-поршень) с помощью табл. 9.
Таблица 9
Примечания:
1. Диаметр поршня измеряется в нижнем сечении – юбки, перпендикулярно оси пальца, при комнатной температуре.
2. За диаметр гильзы принимается ее наименьший диаметр (при наличии конусности и овальности).
Для справки, диаметр верхнего основания юбки поршня меньше диаметра нижнего основания на 0,013–0,038 мм.
Если гильзы и поршни комплектуются из одной группы, то поршни подбираются к гильзам с зазором 0,012–0,24 мм (табл. 10).
Таблица 10
Зазоры трех комплектов собранных деталей (гильза-поршень) лежат в пределах допуска. Пределы 0,012–0,024 мм.
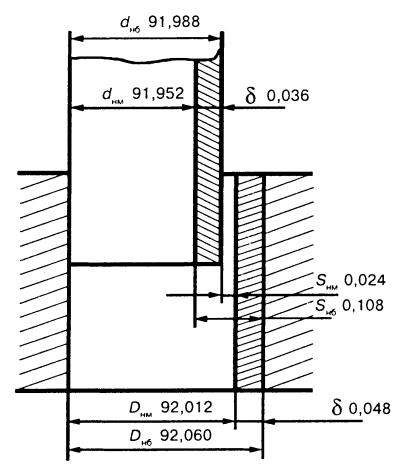
Рис. 11. Расчет размерных групп при комплектовании поршней с гильзами.
Может быть и такое сочетание (исходные данные приведены на рис. 11):
• диаметр гильзы D = 92+0,060+0,12мм;
• диаметр поршня D = 92-0,048+0,012мм.
Предельные размеры:
• гильза Dнб = 92 + 0,060 мм;
• Dнм= 92 + 0,012 = 92,012 мм;
• поршень dнб = 92 + (–0,012) = 91,988 мм;
• dнм = 92 + (–0,048) = 91,952 мм.
Допуски:
• гильза б = 92,060 – 92,012 = 0,048 мм;
• поршень б = 91,988 – 91,952 = 0,036 мм.
Зазоры:
• Sнб = 92,060 – 91,952 = 0,108 мм;
• Sнм = 92,012 – 91,988 = 0,024 мм.
Допуск зазора:
? = Sнб – Sнм = 0,108 – 0,024 = 0,084 мм.
Подобрать новые поршни к гильзам можно также по усилию протягивания ленты-щупа толщиной 0,05 мм и шириной 10 мм.
Поршень вставляют в гильзу днищем вниз, а ленту-щуп закладывают между юбкой поршня и зеркалом гильзы с противоположной стороны от Т-образной прорези на поршне. Усилие протягивания должно быть 25–35 Н (2,5–3,5 кгс). Подбор поршней производят без поршневых колец и пальцев при температуре 20 ±3 °C. После подбора поршни и гильзы маркируют мелом.
Наибольший износ побывавших в эксплуатации гильз измеряют индикатором-нутромером в верхней части цилиндра, в области поршневых колец. Если износ на конусность и овальность превышает 0,2 мм, то гильзу надо растачивать под ремонтный размер или заменить новой. Образованный верхним поршневым кольцом поясок в верхней части гильзы срезают шабером.
Прежде чем вынуть гильзу из блока, ее необходимо замаркировать порядковым номером и пометить ее положение в блоке, чтобы в дальнейшем в случае годности их можно было бы установить на прежние места.
Затем следует проверить зазор между юбкой поршня и менее изношенной нижней частью гильзы в плоскости, перпендикулярной поршневому пальцу. Допустимый зазор между изношенными деталями – 0,1–0,25 мм.
У поршня наиболее подвержены изнашиванию отверстия в бобышках под поршневой палец, юбка и канавки поршневых колец. Палец не должен свободно перемещаться в отверстиях бобышек поршня.
Высота компрессионных канавок в поршне 2+0,07+0,05мм, высота компрессионных поршневых колец – 2–0,12. Максимальный зазор – 0,082, минимальный – 0,050 мм. Высота маслосъемной канавки в поршне – 5+0,055+0,035мм, высота маслосъемных колец 0,7–0,4 + 3,50,1 + 0,7–0,04 мм, максимальный зазор – 0,335 мм, минимальный – 0,135 мм. Если зазор между канавкой и верхним поршневым кольцом больше 0,15 мм, то поршень заменяют.
Для надежного уплотнения нижнего гнезда блока цилиндров с гильзой, чтобы охлаждающая жидкость не попала в поддон картера, необходимо изношенное и разъеденное коррозией посадочное гнездо блока тщательно очистить от шлама, обезжирить и промазать эпоксидным клеем. Перед установкой гильзы в гнездо блока на нее надевают уплотнительное медное кольцо, смазанное тонким слоем герметика. Гильза должна входить в гнездо свободно, без усилий. Для обеспечения надежного уплотнения верхний торец гильзы должен выступать над плоскостью блока на 0,02–0,10 мм. Чтобы гильза не выпадала, ее надо закрепить держателем.
Следующий этап работы – подбор поршневого пальца к шатуну. Палец во втулке верхней головки шатуна должен при комнатной температуре перемещаться под усилием большого пальца руки и в то же время не должен выпадать из втулки под собственным весом (поршневой палец должен быть слегка смазан маслом).
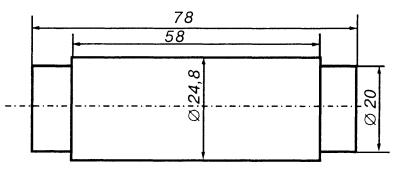
Поршневой палец следует запрессовать в поршень и шатун с помощью оправки (рис. 12).
Рис. 12. Оправка для запрессовки поршневого пальца в поршень и шатун.
Поршень нагревают до 70 °C (в горячей воде).
Поршни ставят по метке «назад», выбитой на поршне. Отверстие для смазки зеркала цилиндра в нижней головке шатуна диаметром 1,5 мм должно быть обращено в сторону, противоположную распределительному валу.
По гильзе необходимо проверить поршневые кольца. Зазор в стыках должен составлять 0,3–0,5 мм у компрессионных колец, у стальных дисков маслосъемных – 0,3–0,7 мм. В изношенных гильзах наименьший зазор – 0,3 мм. Щупом надо проверить боковой зазор между кольцами и стенкой поршня: зазор для верхнего и нижнего компрессионных колец должен быть 0,05–0,082 мм и для сборного маслосъемного – 0,135–0,335 мм.
Поршневые кольца надевают на поршень: сначала маслосъемное кольцо, потом нижнее компрессионное, потом верхнее. При этом нижнее компрессионное кольцо, имеющее внутреннюю выточку, ставят этой выточкой вверх, обращенной к донышку поршня.
Поршни в сборе контролируют по массе. Разница в массе у поршней в сборе с шатуном, пальцем и поршневыми кольцами должна быть не более 8 г. Массу поршня можно уменьшить снятием металла со щек, например фрезерованием торца бобышек до размера не менее 23 мм от оси отверстия под поршневой палец. Массу шатуна изменяют фрезерованием прилива на верхней головке до размера не менее 19 мм от центра головки и фрезерованием прилива на крышке нижней головки до глубины не менее 36 мм от ее центра.
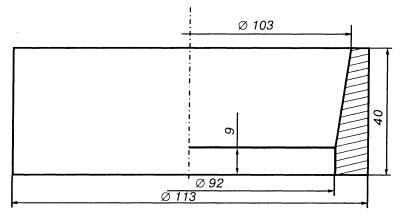
Вставлять поршни в гильзы следует так: протереть постели шатунов и их крышек, протереть и вставить в них вкладыши; провернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ; смазать вкладыши, поршень, шатунную шейку вала и гильзу маслом; развести стыки поршневых колец под углом 180° друг к другу, стыки дисков маслосъемного кольца – под углом 180° друг к другу и на 90° по отношению к стыкам расширителей; вставить поршень в гильзу с помощью конического приспособления для сжатия поршневых колец (рис. 13).
Рис. 13. Приспособление для сжатия поршневых колец двигателя.
Номера, выбитые на шатуне и его крышке, соответствуют порядковому номеру цилиндра. Проверить правильность положения поршня и шатуна в гильзе: метка «назад» обращена к маховику, а отверстие в шатуне – в сторону, противоположную распределительному валу.
Поднять шатун к шейке коленчатого вала, надеть крышку (номера, выбитые на крышке и шатуне, направлены в одну сторону). Завернуть гайки моментом 6,8–7,5 кгс?м и обязательно законтрить при помощи стопорной гайки. Момент затяжки – 0,3–0,5 кгс?м. Шатунные гайки ставятся без шайб.
Аналогично вставить поршни 2-го и 3-го цилиндров.
Установить масляный насос.
Монтажкой повернуть храповик коленчатого вала до начала сжатия в первом цилиндре и к фланцу шкива коленчатого вала привернуть двухручьевой шкив привода вентилятора.
На ободе шкива имеются два паза.
При совмещении второго по направлению вращения паза с установочным штифтом шестерен распределительного вала поршень первого цилиндра займет положение в верхней мертвой точке. (Первый паз служит для установки зажигания.)
Установить толкатели и поставить боковую крышку толкателей.
Установить привод масляного насоса. Перед установкой повернуть валик привода в положение, показанное на рис. 14а, и поставить привод в гнездо блока.
Рис. 14. Положение паза на втулке валика привода масляного насоса и распределителя зажигания: а – перед установкой привода в блок; б – после установки привода в блок.
После установки привода прорезь во втулке валика должна быть направлена к оси двигателя и смещена от двигателя, как показано на рис. 14б (большая масса полукольца располагается у двигателя).
Проверить положение бегунка прерывателя-распределителя. Бегунок должен быть направлен к первой свече.
Надеть на шпильки цилиндров прокладку, смазав ее с обеих сторон графитовой смазкой, и установить головку цилиндров с клапанами в сборе. Высота головки блока – 94,4 мм (для степени сжатия 6,7). Затянуть гайки с шайбами динамометрическим ключом моментом 8,5–9,0 кгс?м, соблюдая порядок, указанный в инструкции. Вставить штанги толкателей в отверстия головки. Длина штанги – 281 мм (для степени сжатия 8,2) и 284,5 мм (для степени сжатия 6,7). Установить собранную ось коромысел на шпильки и закрепить гайками с шайбами моментом 5 кгс?м. Установить зазоры между коромыслами и клапанами – первым, вторым, четвертым и шестым. Повернуть коленчатый вал на один оборот и установить зазоры между коромыслами и клапанами – третьим, пятым, седьмым и восьмым. Смонтировать детали и агрегаты двигателя.
Ресурс деталей автомобиля
При эксплуатации автомобиля с пробегом свыше 50 тыс. км возможны неисправности, характерные для машин любой марки старого выпуска: может выйти из строя трос привода сцепления, оборвавшийся в зоне регулировочной муфты, может наступить полный износ нажимного диска сцепления (выработка на лепестках), может потребоваться переборка подвески с заменой всех резиновых деталей, резинометаллических шарниров и шаровых опор.
Случается и другое: мелкие поломки тросов спидометра, замка капота, привода дроссельной заслонки, шлангов и патрубков, хомутов, прокладок и т. п.
Даже в иномарках, зарекомендовавших себя надежными и долговечными, не исключены подобные типичные дефекты.
Общей закономерности, определяющей появление тех или иных дефектов, не существует. У одной машины одна и та же деталь выходит из строя через 30 тыс. км, у другой – через 100 тыс. км. В обоих случаях причиной неисправности может быть банальный производственный брак.
Кроме качества узлов и деталей автомобиля, их срок службы во многом зависит от условий эксплуатации, от манеры езды – у каждого водителя она своя. Поэтому, когда речь идет о ресурсе, в расчет берутся усредненные цифры и это вполне оправдано.
Эти цифры служат ориентиром для принятия соответствующих необходимых мер, чтобы исключить возможность серьезной поломки.
Итак, какова долговечность устанавливаемых на машину отремонтированных или новых изделий?
Ответ на этот вопрос дает приведенная ниже табл. 11.
Таблица 11
Ресурс двигателя может быть продлен, если его перевести на газовое топливо, но автолюбители не готовы переходить на газ, так как опасаются лишних хлопот, несмотря на массу преимуществ этого вида топлива.
Достоинства автомобиля, работающего на газовом топливе
Перевод автомобиля на газовое топливо не требует конструктивной переделки двигателя: достаточно установить специальное дополнительное оборудование.
Газовое топливо продлевает работоспособность двигателя. При работе двигателя на газовом топливе происходит более полное сгорание газо-воздушной смеси, благодаря чему улучшаются условия смазки трущейся пары цилиндропоршневые кольца, так как газовое топливо не смывает масло с их стенок и не растворяет его.
Вследствие уменьшения углеродистых осадков не накапливаются смолистые отложения в камере сгорания, и поэтому уменьшается нагарообразование на головке и на поршнях.
Масло при работе двигателя на газе можно менять реже, чем при заправке бензином, так как оно не разжижается, в меньшей степени подвергается загрязнению и дольше сохраняет свои свойства. Снижается и расход масла на угар.
Межремонтный пробег газового двигателя более продолжительный по сравнению с бензиновым. На газовом двигателе увеличивается срок службы свечей зажигания.
Применение газового топлива заметно снижает суммарную токсичность отработавших газов (выхлопа).
При правильно выбранном режиме работы двигателя на газовом топливе снижается и уровень создаваемого им шума, что особенно важно в условиях города.
Ни в одном режиме не возникает детонация.
Двигатель, работающий на газе, требует минимальной настройки при эффективной работе системы зажигания и воздушного фильтра.
При выработке газа двигатель останавливается не сразу, а прекращает работу через 2–4 км пробега.
Расход газа на 100 км пути составляет (примерно) 1,5 и 1,6, для двигателей примерно 10–11 л. Запас хода при одной заправке газом – 450 км, а при двухтопливной заправке (газ-бензин) – 900 км.
Для владельцев иномарок, двигатели которых рассчитаны на высокосортный, а значит, и дорогой бензин, использование газа может быть неплохим выходом из положения.
Газовое топливо дешевле бензина. Каждые 10 тыс. км пробега на газовом топливе оставляют в кармане автомобилиста 1000 рублей.
Стоимость самого газового оборудования и услуг по его установке – около 10–12 тыс. рублей.
Итак, налицо: долговечность двигателя, экономичность в эксплуатации и относительная безвредность для окружающей среды – тройная выгода для всех!
Выколотка и рихтовка
Выколотка– это операция по восстановлению формы поврежденных поверхностей кузова. Выколотку производят либо выдавливанием-вытяжкой, либо нанесением ударов.
Рихтовка– это операция, завершающая отделочную обработку листовых деталей.
Цель рихтовки – устранением неровностей добиться такого состояния поверхностей, при котором они становятся неотличимыми от штампованных.
Подготовительные работы
Сначала следует определить возможный объем работ и дать оценку разрушениям кузова автомобиля: разрушения велики и восстановить кузов собственными силами невозможно; имеющиеся повреждения и по форме, и по размерам поддаются восстановлению правкой, т. е. комбинацией приемов выколотки и рихтовки.
Только рихтовкой можно устранить мелкие повреждения, вмятины, выпуклости, изгибы.
Особое внимание следует обратить на обработку поверхности восстановленных деталей. Не жалейте на эти работы времени, так как от качества обработанных поверхностей зависит стойкость лакокрасочного покрытия.
Если требуется заменить крупную деталь, например, крыло или панель задка, то предварительно нужно выполнить следующие операции:
• удалить ножницами, зубилом или ножовкой деформированный металл с поврежденного места;
• зачистить напильником, наждачным кругом или шкуркой до металлического блеска кромки металла по краям вырезки;
• наложить заплату или подогнать по месту полностью заменяемую деталь;
• приварить металлические заплаты (рекомендуется газовая сварка). Сварной шов выполните сначала прерывистым, а затем сплошным;
• зачистить сварной шов напильником заподлицо с лицевой поверхностью.
Если повреждения вызваны коррозионными разрушениями, исправьте их, используя синтетические материалы с выравниванием поверхности наполнителями.
Применяемый инструмент
Для выполнения жестяницких работ по восстановлению поврежденных деталей и панелей кузова применяется множество различных инструментов и приспособлений. Условно все это многообразие предметов труда можно объединить в две группы: основной и вспомогательный инструмент.
К ОСНОВНОМУ ИНСТРУМЕНТУ относятся молотки, поддержки, растяжки, крючки, напильники, шлифовальное устройство и др.
Молоткиприменяются для придания поверхности соответствующего профиля. В зависимости от назначения существуют различные виды молотков.
Молоток для правки– это основной инструмент выколотки и рихтовки. Он может иметь разную форму. Желательно, чтобы одна его сторона было круглой и гладкой, а другая – с плоской квадратной головкой. Молоток должен быть хорошо насажен, иметь гладкую, без трещин и заусенцев ручку. Шейка ручки не должна быть толстой, так как молоток при ударе должен пружинить.
Чеканочный молотокс одной стороны имеет форму притупленного конуса. Используется при завершении правки. Без вытягивания металла им можно отрихтовать панель кузова.
Молоток для загибки фланцевс двумя оперениями, повернутыми на 90°.
Молотки мягкиедеревянные (киянки), резиновые или пластмассовые, служат для грубой правки панелей.
Инерционный молотокприменяется для вытягивания труднодоступных вмятин посредством ударов бойка об ограничитель-отбойник. Имеет комплект насадок, облегчающий захват поднимаемого металла.
Поддержкиразличной формы. Применяются в качестве подкладок для формирования листового металла при ударах «с изнанки» для угловых закруглений, в качестве наковальни при чеканке.
Растяжкиприменяют в качестве рычагов для выдавливания, вытягивания и выталкивания поврежденных частей поверхности. Они заменяют поддержки в труднодоступных местах.
Растяжки винтовыегидравлические (домкрат) используются для создания необходимого усилия при вытяжке металла.
Крючкииз «сталистого» (упругого) прутка диаметром 8–12 мм различной длины с петлей на ручке. Клювик крючков предварительно проковывают и заостряют. Этот инструмент используется для выталкивания небольших вмятин, для правки труднодоступных мест. Крючки вводят в закрытые полости через имеющиеся или просверливаемые отверстия.
Напильникирихтовочные с крупной дугообразной, диагональной или перекрестной насечкой.
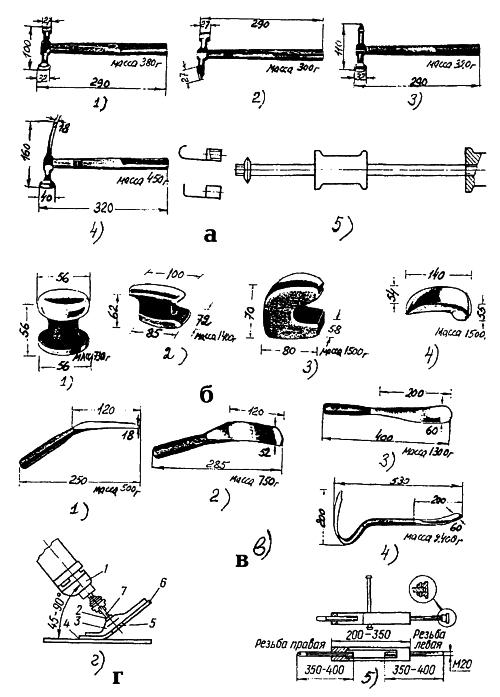
Шлифовальное устройство– электродрель с приспособлением в виде хвостовика для патрона, резинового диска и приложенной к нему наждачной бумаги, прижатой гайкой через шайбу. Для наглядности покажем на рис. 15 набор инструментов и приспособлений, применяемых при правке и рихтовке панелей кузова.
Рис. 15. Набор инструментов для рихтовочных работ:
а– молотки: 1-е плоской, круглой и квадратной головками; 2 – легкий с двумя оперениями; 3 – легкий с круглой головкой и заостренным оперением; 4 – с круглой выпуклой головкой и изогнутым оперением; 5 – инерционный с комплектом насадок;
б– поддержки: 1 – с круглыми головками – одной выпуклой, другой плоской; 2 – в форме наковальни; 3 – в форме буквы С; 4 – в форме запятой;
в– растяжки: 1 – легкая, загнутая на 40°; 2 – легкая, в форме ложки; 3 – тяжелая, в форме ложки; 4 – загнутая и прямая; 5 – винтовая;
г– дрель со шлифовальным кругом: 1 – электродрель; 2 – гайка; 3 – верхняя шайба; 4 – диск; 5 – нижняя шайба; 6 – шкурка; 7 – хвостовик.
В набор входят легкие молотки, поддержки различной формы, рабочие поверхности которых должны быть гладкими, чтобы устранять вмятины и выпуклости на лицевой стороне деталей кузова, не повреждая лакокрасочное покрытие, и восстанавливать внутренние поверхности кузова.
Для правки и рихтовки кузовных панелей в труднодоступных местах, а также для поддержки листа при ударном воздействии с другой его стороны можно употребить самодельные растяжки в виде рычагов и прижимов различных форм, а также винтовые растяжки.
Можно применить и инерционный молоток с комплексом насадок. Кроме ручных инструментов в набор входит электрическая дрель со шлифовальным кругом.
К вспомогательному инструментуотносятся газовая горелка или паяльная лампа, паяльники, волосяная кисть, листовой асбест, лопатка из твердого дерева (300х30х5 мм), предварительно пропитанная маслом, деревянные щетки со стальными прутьями, круглая стальная щетка с насадкой под дрель, струбцина, зажимы.
К вспомогательным инструментам можно отнести и подставки – крепкие надежные устойчивые деревянные бруски, устанавливаемые для страховки под машину, когда она поднята домкратом.
Металлическая неглубокая посуда для разогревания порошкового припоя – также неизменный предмет вспомогательного оборудования.
Используемые материалы
При рихтовке употребляются листовая наждачная шкурка, натянутая на деревянный или резиновый брусок, разная шпаклевка, припои ПОС–18, ПОС–30, порошковый припой. Травленая кислота, серная кислота, моторное масло, небольшой кусок грубого брезента, мелкоячеистая сетка, мокрый песок – также необходимые компоненты технологического процесса.
Техника выколотки и рихтовки
Освоив приемы выколотки и рихтовки, можно самостоятельно, своими силами, выправить повреждения кузова.
Можно применить и выколотку листового металла с помощью молотка и поддержки, но этот вид правки возможен только при условии, что к вмятине можно легко добраться с обеих сторон. В этом случае молотком бьют с наружной стороны исправляемой панели, а поддержку устанавливают с внутренней.
Приемы выколотки зависят от глубины вмятины и силы напряжений, возникающих в металле.
Если вмятина большая и, следовательно, напряжения сосредоточены по краям, то выколотку начинают с краев (рис. 16).
Рис. 16. Правка при напряжениях, сосредоточенных по краям вмятины (цифрами обозначена последовательность выколотки).
Если вмятина небольшая, а напряжения в середине, следовательно, и выколотку надо начинать с середины, перемещаясь к краю выправляемого металла. При совпадении точки удара молотка с поддержкой металл непременно «растянется». Чтобы этого не произошло, поддержку следует держать с небольшим смещением от точки приложения удара молотка.
Выправляя панель с помощью поддержки и молотка, следует попеременно чередовать удары обоих инструментов (рис. 17).
Рис. 17. Правка с попеременными ударами молотка и поддержки.
Чтобы «собрать» раздавшийся в результате повреждения (например, после аварии) металл, надо прежде всего определить границы дефектного места рисками рихтовочного напильника и только после этого приступить к рихтовке.
Выстукивайте металл с обратной стороны поверхности, прижимая поддержку к лицевой стороне. С помощью чеканочного молотка с острым концом и поддержки «соберите» металл там, где он «вытянут». Рихтовку начинайте с периферии дефектного места, двигаясь по окружности от большей к меньшей, к самому центру (от неповрежденной зоны к центру повреждения). Но если в результате аварии некоторые поверхности оказались сильно деформированными, то, прежде чем приступить к чистовой отделке, обработайте их грубо, вчерне. При этом имейте в виду, что на краях деформированных панелей, которые расположены вдоль кузова, почти всегда образуются выступы. Хоть они и незначительны, убирать их надо непременно, слегка постукивая острым концом молотка (рис. 18).
Рис. 18. Техника выправления поврежденной панели: а – устранение выступов ударами молотка с внешней стороны; б – выступы, образуемые вдоль поврежденной панели.
При этом следите, чтобы не произошло дальнейшее растяжение металла. В конце рихтовки мелкими и частыми ударами выбейте бугорки на лицевой поверхности, располагая удары чуть выше неповрежденных и нерихтованных поверхностей.
Итак, вмятина «разогнана». Вытянувшийся металл покрыл бугорками всю поверхность детали. Теперь надо рихтовочным напильником с крупной и дугообразной насечкой снять бугорки, сгладить неровности, оставшиеся после рихтовки, без использования наполнителей, т. е. нескольких слоев шпаклевки, укладываемых на обрабатываемую поверхность. В данном случае достаточно одного только слоя шпаклевки.
При обработке поверхности напильник следует удерживать всегда в одном направлении, по возможности вдоль данной детали, начиная с неповрежденного участка. С успехом можно использовать шлифовальное устройство, состоящее из дрели с приспособлением в виде хвостовика для патрона, резинового диска и приложенной к нему наждачной бумаги, прижатой через шайбу (см. рис. 15 г).
Рассмотрим некоторые случаи повреждения отдельных частей кузова и способы их восстановления.
Если в результате аварии оказалась помятой задняя панель кузова, то прежде всего надо снять бампер и установить между арками задних колес в багажнике опору в виде доски толщиной 30 мм. После этого приступайте к работе либо с растяжкой, либо с гидравлическим домкратом с подставкой из хорошего крепкого деревянного бруска.
Начинайте распирать заднюю панель, если в качестве инструмента выбран домкрат с подставкой или винтовая растяжка с упором. Следите, чтобы они были строго соосны. Панель выпрямляется, и на ней остаются две небольшие вмятины, которые надо отрихтовать, не ослабляя усилия домкрата или растяжки. Подрихтуйте эти вмятины легкими ударами молотка с поддержкой.
Вмятины остаются лишь на ребрах жесткости с двух сторон. Деревянный брусок, обернутый тканью, подложите под ребро и ударами молотка по бруску уберите вмятины.
Ребра жесткости в автомобиле (их еще называют декоративными рельефными линиями) присутствуют везде на двери, крыле, брызговике и т. д. Если ребро попадает в дефектную зону, рихтовку начинайте с этого ребра. Сначала доведите правкой до высокого качества ребро жесткости, только после этого переходите на другие участки.
Проверьте, держит ли натяг домкрат с упором, и по проделанной работе слегка настройте его на дополнительное растяжение. Если домкрат ослабить, панель из-за остаточной упругости снова немного деформируется. Пересилив упругость, вызванную деформацией, домкрат можно снять.
Мелкие вмятины правьте от краев к центру, как было отмечено выше, работая молотком по кругу. Молоток держите крепко в руке, ударяйте по металлу всей плоскостью точно в заданное место слабыми ударами, причем по одному и тому же месту несколько раз не бейте.
Если несколько вмятин находятся близко друг от друга, то между ними растягивайте металл так, чтобы образовалась одна вмятина, которую легче выправить.
Глубокие вмятины без острых загибов и складок начинайте править с середины, постепенно перенося удары к краю. Вмятины с острыми загибами начинайте править с одного из загибов, пологие вмятины – с края поврежденного места панели, постепенно перенося удары к середине. Выровненную поверхность обрабатывайте дрелью со шлифовальным устройством до полного восстановления контура панели. Желательно иметь высокооборотистую дрель с частотой вращения 3000 об/мин.