 |
|
Популярные авторы:: БСЭ :: Толстой Лев Николаевич :: Азимов Айзек :: Раззаков Федор :: Чехов Антон Павлович :: Грин Александр :: Горький Максим :: Борхес Хорхе Луис :: Сименон Жорж :: Андреев Леонид Николаевич Популярные книги:: Ожерелье Иомалы :: Магия луны (Том 1) :: Истина — страна без дорог (Заявление Дж. Кришнамурти о роспуске Ордена Звезды) :: Огненная река :: Ночной орёл :: О «Двух душах» М. Горького :: Русь (Часть 2) :: Роковые кости :: Звезды в их руках :: Лет за триста до братьев Люмьер |
Большая Советская Энциклопедия (ЗУ)ModernLib.Net / Энциклопедии / БСЭ / Большая Советская Энциклопедия (ЗУ) - Чтение (стр. 2)
Зубонакатывание Зубонака'тывание,процесс образования или обработки зубьев зубчатых колёс, зубчатых реек и червяков без снятия стружки, путём пластического деформирования металла. Различают З. формообразующее и упрочняющее. Формообразующее З. (образование зубьев непосредственно на литых, кованых, штампованных и др. заготовках) осуществляется на зубонакатном станке с предварительным нагревом заготовки (обычно токами высокой частоты) или без нагрева (для зубчатых колёс малых модулей). Зубонакатные станки бывают с осевой или радиальной подачей. Осевая подача обеспечивает более высокую точность зубчатого колеса, но даёт несколько меньшую производительность. Применение зубонакатных станков исключает необходимость чернового, а иногда и чистового .Упрочняющее З. (частичное или по всему профилю зубьев) — обработка уже имеющихся зубьев поверхностным пластическим деформированием с целью повышения их усталостной прочности, износостойкости и долговечности осуществляется на специальных зубонакатных станках. З. производят зубонакатным инструментом — зубчатыми накатниками (валками), работающими по методу обкатки, или роликами, дисковыми фасонными валками и др. — по методу копирования. Материал инструмента — обычно хромистая, хромоникелевая или хромо-ванадиевая сталь. Д. Л. Юдин. Зубонарезание Зубонареза'ние,процесс обработки зубьев зубчатых колёс и др. деталей, имеющих зубья, на путём снятия стружки .З. бывает черновое (предварительное) и чистовое. При черновом З. снимается большая часть припуска, а профиль зуба ещё не получает окончательной формы. Чистовое З. бывает либо окончательным процессом, либо после него производят упрочняющую обкатку зубьев, термическую обработку с последующим зубошлифованием или доводкой. Черновое З. осуществляют методами обкатки или копирования, чистовое З. — обычно методом обкатки. При копировании инструментом является дисковая или пальцевая фреза, которая в радиальной плоскости имеет профиль, соответствующий впадине между зубьями нарезаемого зубчатого колеса. При обкатке используют червячные фрезы, зубонарезные гребёнки, долбяки, зубострогальные резцы с режущей частью, производящая поверхность которой представляет собой как бы профиль зуба сопряжённой зубчатой рейки (колеса). Профиль зуба, получаемый после З. по методу обкатки, близок к огибающей линии, образованной последовательными положениями режущей кромки инструмента. См. также . Д. Л. Юдин. Зубоножка Зубоно'жка(Hydrotaea dentipes), насекомое семейства настоящих мух. Тело (длиной до 8 мм) блестяще-чёрное; на среднеспинке спереди имеется белый налёт, на брюшке — серый налёт с шашечным рисунком; у самцов на бедрах передних ног — зубец (отсюда название). Личинки З. развиваются в разлагающихся веществах (конском навозе и т.п.), которыми они и питаются; более взрослые личинки — хищники, питаются главным образом личинками , и других мух, чем приносят существенную пользу. Зубообрабатывающий станок Зубообраба'тывающий стано'к,металлорежущий станок для обработки зубчатых колёс, червяков и зубчатых реек. В зависимости от применяемого инструмента (см. ) различают зубофрезерные, зубодолбёжные, зубострогальные, зубоотделочные (зубошевинговальные, зубошлифовальные, зубохонинговальные, зубопритирочные, зубообкаточные и зубозакругляющие) станки. На З. с. осуществляют: черновую обработку зубьев, чистовую обработку зубьев, приработку зубчатых колёс, доводку зубьев, закругление торцов зубьев. На зубофрезерных станках нарезают цилиндрические прямозубые, косозубые и с шевронными зубьями колёса, червячные зубчатые колёса. Наиболее распространённые в промышленности вертикальные зубофрезерные станки выпускаются с подвижным столом и неподвижной стойкой и с подвижной стойкой и неподвижным столом ( рис. 1 ). При нарезании зубчатых колёс заготовка жестко связана с делительным червячным колесом, получающим вращение от делительного червяка, который сменными зубчатыми колёсами кинематически связан с червячной фрезой. Соотношение частоты вращения червячной фрезы и заготовки определяется передаточным отношением набора сменных зубчатых колёс. Наиболее широко применяются зубофрезерные станки, обеспечивающие нарезание зубчатых колёс с модулем от 0,05 до 10 мми диаметром от 2 до 750 мм. На зубодолбёжных станках нарезают цилиндрические зубчатые колёса наружного и внутреннего зацепления с прямыми и косыми зубьями, блоки зубчатых колёс, колёса с буртами, зубчатые секторы, шлицевые валики, зубчатые рейки, храповые колёса и т. п. Обычно нарезание производится методом обкатки, реже — методом копирования (см. ). Наибольшее применение в промышленности имеют вертикальные зубодолбёжные станки ( рис. 2 ). Режущим инструментом является долбяк, который движется возвратно-поступательно параллельно оси заготовки. Главное (рабочее) движение — V p,при обратном (холостом) ходе V x резание не совершается. Движение круговой подачи S вросуществляют, сообщая вращательное движение и долбяку, и заготовке в направлениях V 1и V 2с тем, чтобы они вращались так, как вращались бы, будучи в зацеплении, два зубчатых колеса. Для этого долбяк и заготовку соединяют жёсткой кинематической цепью со сменными зубчатыми колёсами и реверсивным устройством. При долблении зубьев колёс с наружным зацеплением направление вращения долбяка противоположно направлению вращения заготовки (как это показано на схеме ), а при долблении колёс с внутренним зацеплением эти направления совпадают. Шевронные зубчатые колёса обычно нарезают на горизонтальных зубодолбёжных станках поочерёдно работающими долбяками с косыми зубьями правого и левого направления. Наиболее распространены зубодолбёжные станки для нарезания зубчатых колёс с модулем от 0,2 до 6 мми диаметром от 15 до 500 мм; для нарезания зубчатых колёс с модулем от 8 до 12 мм,диаметром от 800 до 1600 мм.Обработка по методу копирования осуществляется одновременным долблением всех впадин зубчатого колеса фасонными зуборезными головками ( рис. 3 ). Принцип действия таких головок состоит в том, что фасонные резцы, число которых соответствует числу впадин (зубьев) обрабатываемого зубчатого колеса, укрепленные в головке, производят одновременно (за один проход) долбление всех впадин, после чего разводящее кольцо отводит резцы. На зубострогальных станках ( рис. 4 ) обрабатывают конические зубчатые колёса с прямыми зубьями по методу обкатки одним или чаще двумя резцами. На этих станках воспроизводится зацепление нарезаемого зубчатого колеса с воображаемым плоским производящим зубчатым колесом; при этом два зуба последнего представляют собой зубострогальные резцы, совершающие возвратно-поступательное движение. Т. о., боковые поверхности каждого из зубьев нарезаемого зубчатого колеса формируются в результате движения резцов и обработки находящихся в зацеплении плоского и нарезаемого зубчатых колёс. Процесс нарезания зубьев происходит при движении резцов к вершине конуса заготовки, а обратный ход является холостым (в этот период резцы отводятся от заготовки). Нарезание конических зубчатых колёс с круговыми зубьями осуществляется методом обкатки на специальных станках с применением зуборезной резцовой головки, представляющей собой диск с вставленными по его периферии резцами, обрабатывающими профиль зуба с двух сторон (первая половина резцов обрабатывает одну сторону, вторая половина — другую). Наиболее распространены зубострогальные станки для нарезания конических зубчатых колёс с модулем от 2,5 до 25 мми длиной зуба от 20 до 285 мм,для чернового нарезания и чистовой обработки крупногабаритных конических прямозубых колёс с модулем до 16 мм,для чернового и чистового нарезания конических колёс с винтовыми зубьями с модулем до 25 мм. Зубошевингование (бреющее резание) производится на зубошевинговальных станках. Основано на взаимном скольжении находящихся в зацеплении зубьев инструмента и обрабатываемого зубчатого колеса при встречном движении ( рис. 5 ). По направлению подачи различают три метода зубошевингования: параллельный, диагональный и касательный. Инструментом является шевер — дисковый, реечный и червячный. Первые два типа — для обработки цилиндрических зубчатых колёс, последний — для червячных. На зубошлифовальных станках производят обработку зубчатых колёс обкаткой и профильным копированием при помощи фасонного шлифовального круга ( рис. 6 , а). По исполнению различают зубошлифовальные станки с вертикальным и горизонтальным расположением обрабатываемого зубчатого колеса. В процессе шлифования методом обкатки воспроизводят зубчатое зацепление пары рейка — зубчатое колесо ( рис. 6 , б, в), в котором инструментом является шлифовальный круг (или круги), имитирующий рейку. Шлифовальные круги совершают вращательное и возвратно-поступательное движения; последнее — аналогично воображаемой производящей рейке. Обкатываясь по поворачивающемуся (в обе стороны) обрабатываемому зубчатому колесу, шлифовальные круги своими торцами шлифуют поверхности зубьев. По методу обкатки работают также станки с использованием в качестве инструмента абразивного червяка ( рис. 6 , г). На зубохонинговальных станках осуществляют обработку прямозубых и косозубых колёс с модулем 1,25—6 мм,а также зубчатых колёс с фланкированными и бочкообразными зубьями для уменьшения шероховатости поверхности профиля зубьев. Зубохонингование производят на станке, аналогичном шевинговальному, при скрещивающихся осях инструмента (зубчатого хона) и обрабатываемого зубчатого колеса, но не имеющем механизма радиальной подачи. Устанавливаемое в центрах станка зубчатое колесо совершает, кроме вращательного (реверсируемого), также и возвратно-поступательное движение вдоль своей оси. Зубчатый хон представляет собой зубчатое колесо с геликоидальным профилем, изготовленное из пластмассы и шаржированное абразивным порошком, зернистость которого выбирается в зависимости от величины припуска (0,025—0,05 мм) и требований к .Зубохонингование производят при постоянном давлении между зубьями обрабатываемого зубчатого колеса и хона («в распор») или при их беззазорном зацеплении, при постоянном межцентровом расстоянии. Первый способ обеспечивает изготовление зубчатых колёс более высокой точности. Необходимым условием зубохонингования является обильное охлаждение и эффективное удаление металлической пыли с обрабатываемой поверхности. На зубопритирочных станках после термической обработки зубчатых колёс производят операцию зубопритирки. Инструментом служат притиры — чугунные зубчатые колёса, находящиеся в зацеплении с обрабатываемым зубчатым колесом. Притиры смазывают смесью мелкого абразивного порошка с маслом. Обрабатываемое зубчатое колесо ( рис.7 ) обкатывают тремя притирами. Оси притиров со спиральными или прямыми зубьями наклонены к оси обрабатывающего зубчатого колеса; ось третьего притира параллельна оси обрабатываемого зубчатого колеса и вращается попеременно в разных направлениях для обеспечения равномерной обработки зуба с обеих сторон. Притиры также совершают возвратно-поступательное движение в осевом направлении на длине около 25 мм. На зубообкаточных станках обрабатывают незакалённые зубчатые колёса в масляной среде без абразивного порошка. Обрабатываемое колесо работает в паре с одним или несколькими закалёнными колёсами-эталонами, изготовленными с высокой точностью. В результате давления зубьев колёс-эталонов в процессе обкатывания и возникающего при этом наклёпа на поверхностях обрабатываемых зубьев сглаживаются неровности. Этот способ отделки применим лишь для зубчатых колёс, не требующих высокой точности, а также не подвергающихся термической обработке. На зубозакругляющих станках обрабатывают зубья пальцевой конической фрезой, вращающейся и совершающей возвратно-поступательное движение. За один двойной ход фрезы зубчатое колесо поворачивается на один угловой шаг. Перемещение инструмента вдоль зуба ( рис. 8 ) осуществляется под действием вращающегося фасонного кулачка. На станках осуществляют закругление прямых и косых зубьев зубчатых колёс наружного и внутреннего зацепления диаметром до 320 мм,а также снимают фаски и заусенцы с торцов зубьев после их нарезки. Во время работы ось инструмента находится в вертикальном положении, а заготовка наклонена к этой оси под углом 30—45°. Станок работает по автоматическому циклу: быстрый подвод инструмента к заготовке, рабочая подача и возврат инструмента в исходное положение. Заготовка закрепляется в приспособлении на оправке. Лит.:Балакшин Б. С., Основы технологии машиностроения, М., 1969; Яхин А. Б., Ефимов В. П., Технология приборостроения, М., 1955; Технология электроприборостроения, М. — Л., 1959; Гаврилов А. Н., Технология авиационного приборостроения, 2 изд., М., 1962; Соколовский А. П., Научные основы технологии машиностроения, М. — Л., 1955; Чарнко Д. В., Основы выбора технологического процесса механической обработки, М., 1963. В. В. Данилевский. 
Рис. 6. Схемы зубошлифования: а — по методу профильного копирования фасонным шлифовальным кругом; б — по методу обкатки двумя тарельчатыми шлифовальными кругами; в — по методу обкатки одним дисковым шлифовальным кругом, имеющим профиль зуба рейки; г — по методу обкатки абразивным червяком; V uи V g— скорости вращения соответственно инструмента (шлифовального круга) и детали (зубчатого колеса); S — поперечная подача шлифовального круга; V 2— скорость возвратно-поступательного движения шлифовальных кругов. 
Рис. 5. Схемы шевингования цилиндрических зубчатых колёс: а — реечным шевером; б — дисковым шевером. 
Рис. 3. Нарезание зубьев фасонной зуборезной головкой. 
Рис. 7. Схема притирки зубчатых колёс: 1, 2, 4 — притиры; 3 — обрабатываемое колесо. 
Рис. 8. Схемы зубозакругления наружных (а) и внутренних (б) зубьев. 
Рис. 4a. Зубострогальный станок. Общий вид. 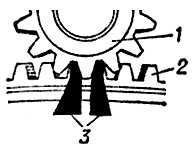
Рис. 4б. Зубострогальный станок. Схема нарезания зубьев на коническом зубчатом колесе: 1 — обрабатываемое зубчатое колесо; 2 — производящее зубчатое колесо; 3 — зубострогальные резцы производящего колеса. 
Рис. 1. Зубофрезерный станок. 
Рис. 2. Принципиальная схема работы вертикального зубодолбёжного станка. Зуборезный инструмент Зуборе'зный инструме'нт,металлорежущий инструмент для обработки зубчатых колёс, червячных и храповых колёс, шлицевых валиков и др. деталей с зубьями. В зависимости от метода зубонарезания применяют модульные дисковые или пальцевые и зуборезные головки для работы методом копирования, зуборезные гребёнки, червячные фрезы, ,зубострогальные резцы и резцовые головки для работы методом обкатки. Дисковая фреза ( рис. 1, а ) является фасонной и имеет затылованный зуб, профиль которого в радиальной плоскости соответствует профилю впадины нарезаемого зубчатого колеса. Дисковые модульные фрезы изготовляются наборами из 8,15 и 26 шт. Каждая фреза набора используется для нарезания зубчатых колёс с определенным модулем и числом зубьев в определённом диапазоне, которые могут быть использованы лишь в неответственных тихоходных передачах. Пальцевая фреза ( рис. 1, б ) — модульная фреза с затылованным зубом — применяется в основном для нарезания косозубых и прямозубых колёс с модулем свыше 20 мм.Профиль фрезы в осевом сечении при нарезании прямозубых цилиндрических колёс соответствует профилю впадины колеса. Фрезы для нарезания шевронных или косозубых зубчатых колёс имеют более сложный профиль. Зуборезная головка применяется для одновременного нарезания всех впадин зубчатого колеса за несколько проходов. Профиль рабочей части каждого резца представляет собой копию впадины между зубьями. Подобные головки изготавливаются для обработки зубчатых колёс с модулем от 2 до 6 мми используются в массовом производстве. Зуборезная гребёнка — ,работающая как фасонный строгальный резец. Гребёнки прямозубые ( рис. 2, а ) служат для нарезания цилиндрических зубчатых колёс, косозубые ( рис. 2, 6 ) —для нарезания шевронных колёс. Прямозубые гребёнки изготавливаются двух типов: без переднего угла, устанавливаемые при работе наклонно под углом 6°30’; с. передним углом 4°, устанавливаемые перпендикулярно направлению резания. Косозубые гребёнки имеют наклонные зубья (под углом 30°) с расположением передней поверхности параллельно торцу нарезаемого колеса. Нарезают зубья двумя гребёнками: левая строгает зубья с левым направлением зуба, правая — с правым. Зуборезные гребёнки изготавливают цельными или сварными (режущая часть — из быстрорежущей стали Р-9 или P-18, державка — из стали 45). Червячная фреза применяется для чернового и чистового нарезания зубчатых колёс. Различают фрезы для нарезания: цилиндрических колёс с прямыми и косыми зубьями; червячных колёс ( рис. 3 ); конических колёс с криволинейными зубьями и глобоидных колёс. Наибольшее распространение при обработке цилиндрических зубчатых колёс с прямыми и косыми зубьями имеют червячные фрезы с прямолинейным профилем в нормальном сечении, а также архимедовы червячные фрезы с прямолинейным профилем в осевом сечении. Фрезы изготавливаются однозаходные цельные из быстрорежущей стали Р-18 или сборные. Для зубчатых колёс с модулем от 5 до 15 ммприменяют сборные фрезы с наружным диаметром менее 120 ммсо вставными гребёнками, а для модулей более 15 мм —с наружным диаметром более 120 ммсо вставными зубьями. Червячными фрезами, оснащенными пластинами из твёрдых сплавов, нарезают зубчатые колёса с модулем меньше 5 мм. Долбяк предназначен для нарезания зубьев колёс с наружным и внутренним зацеплением. Долбяк представляет собой режущий инструмент, выполненный в виде зубчатого колеса с режущими элементами. Зубострогальные резцы применяются для нарезания конических зубчатых колёс для наружного зацепления ( рис.4 ), изготавливаются из быстрорежущей стали Р-9 или Р-18. По назначению различают резцы прорезные (черновые и чистовые). Прорезные резцы служат для предварительной (черновой) обработки впадин между зубьями конических колёс с крупным модулем (более 10 мм). Чистовые резцы изготавливаются для чистовой обработки конических колёс с модулем от 0,3 до 20 мм. Зубострогальные резцовые головки предназначаются для нарезания конических зубчатых колёс наружного зацепления с зубьями, очерченными по дуге окружности. Такие резцовые головки выполняются в виде диска, в который вставлены (по периферии) отдельные резцы ( рис. 5 ) . Резцовые головки изготовляются 10 типоразмеров с различными диаметрами (цельными или сварными). Вставные резцы применяют сварные (режущая часть — из стали Р-18, державка — из стали 45). Лит.см. при статье В. В. Данилевский. 
Рис. 3. Червячная фреза для нарезания червячных колёс. 
Рис. 5. Зубострогальная резцовая головка (1) и нарезаемое зубчатое колесо (2). 
Рис. 1. Зуборезные фрезы: а — дисковая; б — пальцевая; a n— задний угол зуба фрезы в плоскости, перпендикулярной оси фрезы; g — передний угол. 
Рис. 2. Зуборезные гребёнки: а — прямозубая; б — косозубая. 
Рис. 4. Зубострогальный резец: а — углы заточки; б — внешний вид. Зубр Зубр(Bison bonasus), европейский дикий лесной бык рода зубров семейства полорогих. Длина тела самцов до 3,5 м,высота в холке 1,6—1,9 м,весят 700—900 кг(редко до 1,2 т) .Самки мельче (весят 400—600 кг) .Окраска бурая, различных оттенков. Длинные волосы на затылке и нижней части шеи образуют чёлку, бороду и бахрому подгрудка. Хвост короткий с длинной и пышной кистью. Половая зрелость у самок наступает в 3—4 года, у самцов несколько раньше. Самки приносят ежегодно по 1 телёнку. Питается З. зимой корой ивы, осины и др. древесных пород, а также побегами и почками деревьев и кустарников, летом — травой и листьями. Пасутся обычно утром и вечером. Стадные животные. Взрослые самцы держатся со стадом только в период спаривания. В историческое время З. были распространены в лесах Центральной Европы и на З. Европейской части СССР. К 20 в. дикие З. сохранились лишь в России и были представлены двумя подвидами — равнинным, беловежским, населявшим Беловежскую пущу, и горным, кавказским, обитавшим в горных лесах Северо-Западного Кавказа. Последние З. в этих местах исчезли соответственно в 1919 и 1927, лишь в зоопарках ряда стран уцелели 48 зубров. В неволе от кавказского самца и беловежских самок были получены кавказско-беловежские З. Для восстановления численности З. созданы специальные питомники. К 1970 число З. возросло до 1000, что составляет примерно половину поголовья, имевшегося в России до 1-й мировой войны 1914—18. З. разводят в 25 странах, в том числе в США, Канаде, наиболее успешно — в СССР и Польше, где сосредоточено более 2/ 3мирового поголовья, соответственно 351 и 320 голов (1970). Уже созданы новые стада диких З. на воле в Беловежской пуще, в Карпатах и на Кавказе. Стадо диких З. в советской и польской части Беловежской пущи состоит из 241 беловежского З. (1970), в Цейском заказнике (Северо-Осетинской АССР) обитают 65 кавказско-беловежских З. Молодых З. для выпуска на свободу в пределах прежнего ареала выращивают в двух питомниках в Приокско-Террасном и Окском заповедниках (Московская и Рязанская области РСФСР). Лит.:3аблоцкий М. А., Восстановление зубра в СССР и за границей, «Охрана природы и заповедное дело в СССР», 1960, №4; его же, Зубр и культурный ландшафт. Вопросы охотничьего хозяйства СССР, М., 1965; Разведение зубров в Беловежской пуще. Материалы I и II Польско-Советской конференции по разведению зубров в Беловежской пуще, Варшава, 1965; Успехи восстановления зубра. Материалы III Польско-Советской конференции. Беловежа — Каменюки. 18—21 апреля 1967, Варшава, 1969. М. А. Заблоцкий. 
Илл. к ст. Зубр. Зубробизон Зубробизо'н,бизонозубр, межвидовой гибрид (помесь) с . З. первого поколения имеют признаки и зубра, и бизона (промежуточное наследование признаков родительских форм), но обычно крупнее и массивнее обоих. От зубра отличается более крупной головой, строением задних ног («саблистость») и большей оброслостью головы и передней части тела. Впервые З. был получен в России (в Аскании-Нова) в 1907 от самца зубра и самки бизона. Позднее было успешно проведено и обратное скрещивание. З. плодовиты при спаривании между собой, с зубром и бизоном. В 1940 группа З. — 1 самец и 4 самки из Аскании-Нова были завезены в Кавказский заповедник, где хорошо акклиматизировались. Их потомство в количестве свыше 600 голов (1970) живёт на свободе, заняв угодья, ранее использовавшиеся истребленным в 1927 кавказским зубром. Помимо этого основного стада в Кавказском заповеднике, небольшое стадо З. (60 голов) живёт на воле в Нальчикском лесо-охотничьем хозяйстве (Кабардино-Балкария). В др. местах СССР, в том числе и в Аскании-Нова, З. нет, как и в др. странах Европы и Америки. М. А. Заблоцкий. 
Илл. к ст. Зубробизон. Зубровка Зубро'вка,лядник (Hierochloё), род растений семейства злаков. Многолетние травы с ползучим корневищем. Яйцевидные колоски с обоеполым верхушечным цветком и двумя тычиночными боковыми цветками собраны в метёлки. Около 30 видов в умеренных и высоких широтах обоих полушарий и в горах тропиков. В СССР 8 видов. Широко распространена З. душистая (Н. odorata), растущая на лугах, полянах, в кустарниках, иногда как сорное растение. Содержит пахучее вещество кумарин. Используется для приготовления ароматических настоек («зубровка» и др.). З. южная (Н. australis) — излюбленный корм зубров (отсюда название), главным образом обитающих в Беловежской пуще. 
Зубровка душистая. Зубцов Зубцо'в,город, центр Зубцовского района Калининской области РСФСР. Пристань на Волге, при впадении в неё р. Вазуза, в 153 кмвыше Калинина. Ж.-д. станция на линии Москва — Рига. Ремонтно-механический и молочный заводы. Впервые упоминается в летописи под 1216. В 1485 в составе Тверского княжества присоединён к Московскому государству Иваном III. С 1776 — уездный город Тверской губернии. Зубчатая муфта Зубча'тая му'фта,устройство для соединения валов. Различают жёсткие компенсирующие муфты для постоянного соединения валов и сцепные управляемые — для соединения и разъединения валов при вращении или в состоянии покоя. См. также ст. . Зубчатая передача Зубча'тая переда'ча,механизм, состоящий из колёс с зубьями, которые сцепляются между собой и передают вращательное движение, обычно преобразуя угловые скорости и крутящие моменты. З. п, разделяют по взаимному расположению осей на передачи ( рис. 1 ): с параллельными осями — цилиндрические; с пересекающимися осями — конические, а также редко применяемые цилиндро-конические и плоско-цилиндрические; с перекрещивающимися осями — зубчато-винтовые (червячные, гипоидные и винтовые). Частным случаем З. п. является зубчато-реечная передача, преобразующая вращательное движение в поступательное или наоборот. В большинстве машин и механизмов применяют З. п. с внешним зацеплением, т. е. с зубчатыми колёсами, имеющими зубья на внешней поверхности, реже — с внутренним зацеплением, при котором на одном колесе зубья нарезаны на внутренней поверхности. Зубчатые колёса выполняют: с прямыми зубьями для работ при невысоких и средних скоростях в открытых передачах и в коробках скоростей; с косыми зубьями для использования в ответственных передачах при средних и высоких скоростях (свыше 30% всех цилиндрических зубчатых колёс); с шевронными зубьями для передачи больших моментов и мощностей в тяжёлых машинах; с круговыми зубьями — во всех ответственных конических З. п. Как правило, в машинах и механизмах применяют З. п. с постоянным
где w 1, z 1и w 2, z 2— угловая скорость и число зубьев соответственно быстроходного и тихоходного зубчатых колёс. З. п. с переменным передаточным числом осуществляют некруглыми цилиндрическими колёсами, которые ведомому элементу сообщают заданную плавно изменяющуюся скорость при постоянной скорости ведущего. Такие З. п. применяют редко. Передаточное число одной пары колёс в редукторах обычно до 7, в коробках скоростей — до 4, в приводах столов станков —до 20 и более. Окружные скорости для высокоточных прямозубых З. п. — до 15 м/сек,для косозубых — до 30 м/сек,в быстроходных передачах скорости достигают 100 м/секи более. З. п. являются наиболее рациональным и распространённым видом механических передач. Их применяют для передачи мощностей — от ничтожно малых до десятков тысяч квт,для передачи окружных усилий от долей грамма до 10 Мн(1000 mc) .Основные достоинства З. п.: значительно меньшие габариты, чем у др. передач; высокий кпд (потери в точных, хорошо смазываемых передачах 1—2%, в особо благоприятных условиях 0,5%); большая долговечность и надёжность; отсутствие проскальзывания; малые нагрузки на валы. К недостаткам З. п. можно отнести шум при работе и необходимость точного изготовления. Зубчатые колёса находятся в т. н. зубчатом зацеплении, основной кинематической характеристикой которого является постоянство мгновенного передаточного отношения при непрерывном контакте зубьев. При этом общая нормаль (линия зацепления) к профилям зубчатых колёс в любой точке их касания должна проходить через полюс зацепления ( рис. 2 ). В цилиндрических передачах полюсом зацепления является точка касания начальных окружностей зубчатых колёс, т. е. окружностей, которые катятся друг по другу без скольжения. Диаметры начальных окружностей d 1и d 2можно определить из соотношений: 1, 2, 3, 4 |
|||||||
