 |
|
���������� ������:: ��� :: ������ ����� ���� :: ������� ������ :: ������ ����� :: ������� ����� :: ����� ����� �������� :: �������� ����� :: ������� ��� ���������� :: ���� ��������� :: �������� ������ �������� ���������� �����:: ���� (����� 1-3) :: The Boarding House :: ��� ����� ������� :: ���������� �� ���������� �������� ����� :: ����������� :: �������� �� �������� :: �������� :: ������ ���, ����� � ����� ����������� :: ������������ :: ��������. 7 ���� ������� � ������� |
������� ��������� ������������ (��)ModernLib.Net / ������������ / ��� / ������� ��������� ������������ (��) - ������ (���. 43)
В Р. для достижения яркой декоративности подчас сочетаются разные её виды - накладная Р. со сквозной, плоско-рельефная с контурной и т. п. Р. нередко соединяется и с иными способами художественного оформления изделий - объёмная Р. с насечкой металлом, выемчатая Р. с заливкой легкоплавким металлом, контурная Р. с затиркой цветной массой. С целью выявления естественной окраски, фактуры или текстуры материала, а также придания ему нужного цвета, резные изделия отделывают различными способами. Деревянные покрывают лаком, вощат, тонируют (морилками или прозрачными красителями), золотят, окрашивают и расписывают красками, обжигают или закапчивают дымом; костяные полируют, пропитывают парафином. В Р. используют древесину мягких (липа, осина, тополь и др. ) и твёрдых (берёза, клён, бук, самшит и др.) пород, камень различной твёрдости: мягкий (гипсовый камень, талькохлорит, известняк и пр.), твёрдый (нефрит, лазурит, яшма), средний (малахит, мрамор и пр.). Для Р. по кости применяют главным образом бивни мамонта и слона, моржовые клыки, кость-цевка, рог. В зависимости от конкретной задачи в Р. применяют блок материала (монолитные куски камня, кости, древесины - для скульптуры) или пластины (ровные оструганные дощечки - для пряничных досок, панно). Инструменты для выполнения Р. разнообразны: нож, топор, набор стамесок, различные резцы и пилки, а также разные виды разметочных инструментов. Для осуществления трудоёмких работ (распиловка, подготовка полуфабриката, первоначальная грубая обработка) всё чаще применяют механический и электроинструмент - отбойные стамески для камня, бормашину для кости и т. д. О Р. см. также в статьях Дерево в искусстве, Деревянная архитектура, Лаки художественные, Мебель , Народное творчество и в разделах Архитектура, изобразительное и декоративно-прикладное искусство статей о республиках СССР и странах, а также специальные статьи о Р.: Абрамцево-кудринская резьба , Богородская резьба , Тобольская резная кость , Уральский резной камень , Холмогорская резная кость , Хотьковская резная кость , Чукотская резная кость , Шемогодская прорезная берёста.
Лит.см. при статьях, названных выше. В. А. Бородулин. 
Шкатулка (Ивано-Франковская область). Дерево, плоскорельефная резьба, инкрустация. 1960-е гг. 
«Моржи» (Чукотка). Кость, объёмная резьба. 20 в. Музей народного искусства, Москва. 
Подвесная налобная бляха из 2-го Пазырского кургана (Восточный Алтай). Рог оленя, сквозная и плоскорельефная резьба. Середина 5 в. до н.э. 
Реликварий. Слоновая кость, высокорельефная резьба. 4 в. Музей христианской эпохи. Бреша. 
Туесок (Великий Устюг). Просечная берёста. 20 в. Музей народного искусства, Москва. 
Фрагмент декоротивного портала «Охрана границ СССР». Дерево, заовальная резьба. 1937 г. Мастер В. П. Ворносков и его сыновья. Загорский историко-художественный музей-заповедник. 
«Дева с младенцем». Слоновая кость, высокорельефная резьба. 8-9 вв. Кастелло Сфорцеско. Милан. Высокорельефная резьба. 
Панно (Узбекистан). Алебастр, выемчатая резьба. 12 в. Музей искусства народов Востока. Москва. 
«Предок» (Заир). Деталь. Дерево, объемная резьба. Королевский музей Центральной Африки. Брюссель. 
Гемма «Увенчание Августа». Оникс, рельефная резьба. Конец 1 в. до н. э. Художественно-исторический музей. Вена. 
Стул (Англия). Дерево, объемная резьба. Около 1670-75. Музей Виктории и Альберта. Лондон. 
Поднос (Китай). Красный лак, плоскорельефная резьба. 16 в. Музей искусства народов Востока, Москва. 
«Цветущий лотос» (Китай). Белый нифрит, объёмная и сквозная резьба. 18 в. Частное собрание. Лондон. 
Рельеф (народ санталы, Индия). Деталь. Дерево, плоскорельефная резьба. 
Рельефы стен Георгиевского собора в Юрьеве-Польском. Белый камень, плоско-рельефная резьба. 1230-43. 
Ларец. (Россия). Кость мамонта, сквозная резьба. Середина 17 в. 
Чарон (сосуд для кумыса; Якутия). Дерево, выемчатая резьба. 1974. Научно-исследовательский институт художественной промышленности. Москва. 
Прялка (Вологодская губерния). Дерево, трехгранновыемчатая резьба. 1880. Исторический музей. Москва. 
Статуэтка царицы Анхесенамон из гробницы фараона Тутанхомона в Фивах. Дерево, объемная резьба. 1-я половина 14 в. до н.э. Египетский музей. Каир. 
Ножи (Индия). Слоновая кость, сквозная резьба. 20 в. Музей искусства народов Востока, Москва. Резьбовое соединение Резьбово'е соедине'ние,соединение деталей с помощью резьбы.Р. с. - наиболее распространённый вид разъёмных соединений с помощью различных крепёжных деталей, обеспечивающих относительную неподвижность соединяемых элементов машин, механизмов. Р. с. осуществляют обычно с помощью крепёжных изделий-болтов, винтов, гаек и др. Прочность и долговечность Р. с. с крепёжной резьбой зависят от конструкции деталей, точности их изготовления, технологических факторов. Р. с. с конической резьбой наиболее распространены для соединений трубопроводов, т. к. они обеспечивают необходимую герметичность соединения. Резьбоизмерительные инструменты Резьбоизмери'тельные инструме'нты,резьбоизмерительные приборы, средства измерения и контроля резьбы.Различают Р. и. для комплексного контроля и для измерения отдельных параметров; наружной и внутренней резьб; цилиндрической и конической резьб; ходовых винтов и т. п. Наибольшим разнообразием отличаются Р. и. для измерения наружных резьб. Внутренние резьбы обычно измеряют по слепкам. К средствам комплексного контроля, используемым при приёмке готовых деталей, относятся проходные и непроходные калибры , с помощью которых определяют, находятся ли в допускаемых пределах размеры сопрягаемых винтовых поверхностей (болт и гайка) на длине свинчивания. Проходным калибром, который должен при проверке свинчиваться, контролируют т. н. приведённый средний диаметр (искусственно созданный контрольный параметр), обеспечивающий сопряжение резьбового соединения.Для комплексного контроля пользуются также индикаторными Р. и. с резьбовыми измерительными элементами ( рис. 1 ). Р. и., предназначенные для измерения отдельных параметров наружной резьбы - среднего диаметра, профиля и шага, используют при определении точности технологического процесса или для оценки эксплуатационных свойств специальных точных резьбовых деталей (ходовых винтов, винтов микрометров, резьбовых калибров и т. п.). Для измерения среднего диаметра применяют микрометры со вставками, имеющими резьбовой профиль. Один из способов определения среднего диаметра точной резьбы - измерение с помощью проволочек (роликов), которые закладывают между витками резьбы и каким-либо измерительным средством - оптиметром , микрометром и др. Определяют размер по высоте, на которую выступают проволочки над наружным диаметром резьбы. Пользуются также специальными приспособлениями с тремя, двумя или одной проволочкой, а при измерении среднего диаметра внутренней резьбы - нутромерами специальной конструкции или приборами со сменными сферическими наконечниками. Измерение профиля резьбы в деталях с относительно крупным шагом (ходовые винты, червяки) производят приборами, измерительный узел которых разворачивается на угол профиля резьбы, и наконечник перемещается вдоль её боковой поверхности. Иногда для этой цели пользуются угломерами специальной конструкции. Шаг резьбы обычно определяют в осевом сечении на инструментальных и универсальных микроскопах и проекторах (см. Оптический измерительный прибор ). Для контроля точных резьбовых деталей (например, ходовых винтов) служат приборы, обеспечивающие непрерывное измерение шага винтовой линии при вращении детали. Измерение осуществляют методом сравнения реальной винтовой линии с теоретической винтовой линией, воспроизводимой на приборе с помощью образцового винта ( рис. 2 ), или импульсных линейных и угловых датчиков, выдающих импульсы с частотой, пропорциональной линейным перемещениям винтовой поверхности за определённый угол поворота. При использовании импульсных датчиков обработку данных производят на ЭВМ, являющихся частью прибора. Лит.:Пискорский Г. А., Рабинович А. Н., Приборы для контроля цилиндрических резьб, М., 1960; Оптические приборы для измерения линейных и угловых величин в машиностроении, М., 1964. Н. Н. Марков. 
Рис. 2. Прибор для измерения резьбы ходовых винтов методом сравнения с образцовым винтом: 1 - измеряемый винт; 2 - отсчетное или регистрирующее устройство; 3 - коррекционная линейка образцового винта; 4 - образцовый винт; 5 - гайка образцового винта. 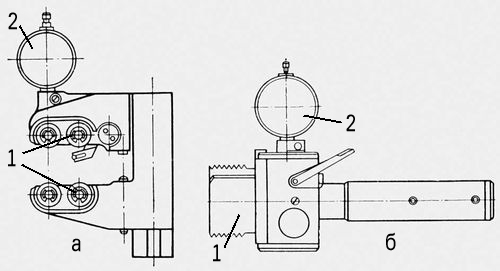
Рис. 1. Схемы индикаторных приборов для измерения наружной (а) и внутренней (б) резьб: 1 - резьбовые измерительные элементы; 2 - отсчетное устройство. Резьбонакатный автомат Резьбонака'тный автомат,предназначен для накатывания (выдавливания) наружной резьбы в холодном состоянии на сплошных цилиндрических заготовках. Р. а. обычно имеет 2 накатных ролика с винтовой нарезкой, соответствующей профилю накатываемой резьбы, которые при накатывании резьбы вращаются в одном направлении с одинаковой частотой. Заготовка устанавливается между роликами на упор, один из роликов подаётся в радиальном направлении до вдавливания в заготовку на заданную глубину, соответствующую высоте профиля резьбы, затем осуществляется калибрование резьбы (обкатка без радиальной подачи). После окончания накатывания ролик отходит в исходное положение, готовая деталь выталкивается в приёмный бункер. Разность средних диаметров роликов не должна превышать 0,03-0,05 ммво избежание скольжения заготовки и искажения накатанного профиля. На некоторых Р. а. резьба образуется резьбонакатными плоскими плашками.См. также Накатка резьбы. Резьбонакатный инструмент Резьбонака'тный инструме'нт,инструмент для получения резьбы пластическим деформированием без снятия стружки (см. Накатка резьбы ). К Р. и. относятся резьбонакатные плоские плашки , резьбонакатные ролики, резьбонакатный ролик с дуговой или кольцевой плашкой (применяются редко), резьбонакатные головки. Резьбонакатные плоские плашки применяются на резьбонакатных станках для накатки резьбы с точностью до 2-го класса. В комплект входят подвижная и неподвижная плашки. Рабочая сторона плашек имеет заборную, калибрующую и выходную части длиной, достаточной для обеспечения нескольких полных оборотов заготовки, за которые происходит выдавливание и калибрование на ней полного профиля резьбы. Резьбонакатные ролики обеспечивают большую по сравнению с плашками точность резьбы по шагу и углу профиля, а также меньшую шероховатость поверхности.Диаметр ролика в несколько раз превышает диаметр накатываемой резьбы. Резьбонакатные ролики поставляются комплектами из 2 шт. для работы на резьбонакатных автоматах с расстоянием между осями 130-230 мм(тип А) и 90-135 мм(тип Б). Для накатки резьбы на стержневых заготовках применяют накатные плашки типа НП, а на тонкостенных трубах - НПТ. Обработку ведут на токарных, револьверных, сверлильных, болторезных станках, на специальных полуавтоматах и автоматах, а иногда вручную. При этом обеспечивается точность резьбы 2-го класса, шероховатость поверхности 6-7-го класса. Конструкция плашки даёт возможность регулировать положение резьбонакатных роликов, что позволяет накатывать резьбу одного шага на деталях разных диаметров. Резьбонакатные головки предназначены для накатывания на станках метрических резьб диаметром 4-52 мм(тип ВНГН), трапецеидальных (ВНГН-трап.), метрических резьб диаметром 2-4 мм(ВНГК), на тонкостенных трубах (ВНГТ). При оснащении головок специальными роликами можно получать коническую резьбу. По сравнению с резьбонарезными головками при применении резьбонакатных головок возможно увеличение производительности труда в 5 раз, повышение прочности резьбы, обеспечение её точности (до 2-3-го класса) и уменьшение шероховатости поверхности (до 7-9-го класса). Лит.:Четвериков С. С., Металлорежущие инструменты, 5 изд., М., 1965; см. также лит. при ст. Металлорежущий инструмент . А. А. Шишкин. Резьбонарезная головка Резьбонарезна'я голо'вка,приспособление для нарезания наружной или внутренней резьбы на токарных, сверлильных и др. металлорежущих станках. В радиальных прорезях корпуса Р. г. установлено обычно 4 плашки или 4 резца.Плашки в Р. г. устанавливаются так, чтобы направление ниток одной плашки являлось продолжением ниток смежной плашки. Как правило, Р. г. имеет механизм автоматического вывода плашек в конце рабочего хода. Применяются также Р. г. с плашками, регулируемыми на требуемый диаметр резьбы. Резьбонарезной инструмент Резьбонарезно'й инструме'нт,металлорежущий инструмент для получения резьбы на различных деталях. К Р. и. относятся резьбовые резцы , метчики , плашки , резьбонарезные головки , резьбовые фрезы и резьбовые шлифовальные круги. Резьбовые резцы [стержневые, призматические и круглые (дисковые)] применяют для нарезания наружных и внутренних резьб за один или несколько проходов в зависимости от выбранной технологии. Вращающиеся резцы (призматические и круглые многониточные) применяют при скоростном резании. Для нарезания внутренней резьбы диаметром до 50 ммиспользуют обычно метчики (ручные, гаечные, машинно-ручные, плашечные и сборные маточные). Наружную крепёжную резьбу (главным образом на болтах, винтах и т. п. ) получают плашками (круглыми и раздвижными). Резьбонарезные головки - наиболее совершенный и высокопроизводительный инструмент для нарезания резьбы на станках за один проход. Резьбовые фрезы (дисковые и гребенчатые) применяют для нарезания наружных и внутренних резьб. Дисковыми резьбовыми фрезами чаще всего нарезают длинные, многозаходные резьбы с большим шагом; гребенчатыми (многониточными) насадными и концевыми резьбовыми фрезами - короткие наружные резьбы с небольшим шагом (0,5-6 мм). Концевыми фрезами получают также внутренние резьбы диаметром от 15 мми больше. Резьбовые шлифовальные круги (однониточные и многониточные) используют для чистовой обработки резьб и на резьбошлифовальных станках. Рабочие поверхности круга соответствуют профилю резьбы; в процессе работы профиль поверхности поддерживается путём правки. Лит.:Четвериков С. С., Металлорежущие инструменты, 5 изд., М., 1965, см. также лит. при ст. Металлорежущий инструмент . А. А. Шишкин. Резьбообрабатывающий станок Резьбообраба'тывающий стано'к, металлорежущий станок , предназначенный для получения и обработки резьбы. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98, 99, 100, 101, 102, 103, 104, 105, 106, 107 |
|||||||