 |
|
Популярные авторы:: БСЭ :: Борхес Хорхе Луис :: Раззаков Федор :: Херберт Фрэнк :: Горький Максим :: Чехов Антон Павлович :: Грин Александр :: Толстой Лев Николаевич :: Азимов Айзек :: Астафьев Виктор Петрович Популярные книги:: Дюна (Книги 1-3) :: The Boarding House :: Преодоление :: Три цвета времени :: Упражнения по стилистике русского языка :: Талисман из Рэдволла :: Закрой рот, джинн – кишки простудишь… :: Авантюристка :: Андропов. 7 тайн генсека с Лубянки :: Нет прощения! |
Большая Советская Энциклопедия (ОБ)ModernLib.Net / Энциклопедии / БСЭ / Большая Советская Энциклопедия (ОБ) - Чтение (стр. 13)
Оборо'т постоя'нного и переме'нного капита'ла, периодически повторяющийся процесс кругооборота авансированного капитала ( с+ v). Различные части постоянного капитала (с) участвуют в процессе оборота капитала неодинаково. Часть его, состоящая из стоимости зданий, сооружений, машин оборудования, оборачивается в течение нескольких периодов производства, сохраняя свою натуральную форму. Она переносит свою стоимость частями на готовый продукт и возвращается капиталисту в денежной форме по мере реализации готовых товаров. Эта часть постоянного капитала образует основной капитал. Др. часть постоянного капитала, затрачиваемая на покупку сырья, материалов и т.п., оборачивается в течение одного периода производства и полностью переносит свою стоимость на готовый продукт. Она образует оборотный постоянный капитал. Его стоимость после реализации готовой продукции возвращается капиталисту в денежной форме полностью. Такой же характер оборота имеет и др. часть оборотного капитала - переменный капитал ( v), который после реализации готового товара может быть снова затрачен капиталистом на покупку рабочей силы. Общее свойство этих обеих частей оборотного капитала отличает их от оборота основного капитала. Но и между ними есть различие. «Первая фаза обращения, T'- D', является общей для оборотного постоянного и оборотного переменного капитала. Во второй фазе они разделяются» (Маркс К., см. Маркс К. и Энгельс Ф., Соч., 2 изд., т. 24, с. 331). Часть денег затрачивается капиталистом на покупку сырья, материалов и т.п. в различные сроки, но, в конечном счёте, все эти деньги превращаются в производственные материалы. Другая часть денег остаётся лежать в виде денежного запаса и постоянно расходуется на оплату рабочей силы, участвующей в процессе производства. Эта часть денег образует оборотный переменный капитал. Оборот переменного капитала имеет свои особенности, отличающие его от оборотного постоянного капитала. Во-первых, стоимость переменного капитала не переносится на продукт в процессе производства, а вновь воспроизводится трудом рабочих. Поэтому на стадии обращения реализуется вся вновь созданная стоимость, возмещающая авансированный переменный капитал. Во-вторых, переменный капитал производит не только собственный эквивалент, но и прибавочную стоимость , из которой возмещается авансированный переменный капитал. Поэтому стоимость авансированного переменного капитала возвращается капиталисту одновременно с вновь созданной прибавочной стоимостью. Ускорение оборота переменного капитала означает в то же время увеличение производства прибавочной стоимости: чем скорее оборачивается переменный капитал, тем большее количество наёмных рабочих эксплуатируется капиталом, тем чаще он приносит прибавочную стоимость, тем большая масса её, присваиваемая капиталистом. Т. о., ускорение оборота переменного капитала позволяет повышать годовую норму прибавочной стоимости и, следовательно, степень эксплуатации наёмных рабочих капиталистами. Лит.:Маркс К., Капитал, т. 2, Маркс К. и Энгельс Ф., Соч., 2 изд., т. 24, гл. 16. И. Л. Григорьева. Оборот стада Оборо'т ста'да, динамика численности поголовья производственных и возрастных групп животных за календарный период. О. с. за отчётный период показывает фактические изменения в стаде. О. с. на планируемый период (плановый О. с.) служит основой расчётов валовой и товарной продукции животноводства, роста поголовья, определения потребности в кормах, производственных помещениях, рабочей силе. О. с. составляют в целом по хозяйству или (при внутриотраслевой и внутрихозяйственной специализации) по отдельным фермам, бригадам, отделениям. О. с. связан с воспроизводством стада и структурой стада. Оборотень О'боротень, в народных верованиях человек, будто бы обладающий способностью превращаться в зверя (реже в куст, камень и т.п.). В поверьях европейских народов О. - колдун, принявший образ волка, или обыкновенный человек, обращенный в волка волшебными чарами. Аналогичные поверья известны у народов Индии, где вместо волка фигурирует тигр, в Африке - леопард, гиена, в Южной Америке - ягуар. Оборотная ведомость Оборо'тная ве'домость, учётный регистр, применяемый для обобщения итоговых данных и контроля над ними по счетам бухгалтерского учёта. О. в. составляют по счетам синтетического учёта и аналитического учёта ; итоги по ним должны совпадать. В О. в. по счетам синтетического учёта имеются показатели об оборотах по дебиту и кредиту счетов за отчётный период и об остатках (сальдо) на начало и конец отчётного периода. Попарное равенство итогов подтверждает правильность учётных записей на счетах бухгалтерского учёта. При механизированном варианте учёта О. в. получают в виде табуляграмм. Более подробные сведения и в их взаимосвязи содержит шахматная оборотная ведомость . Оборотные средства Оборо'тные сре'дства, денежные средства хозрасчётного социалистического предприятия (организации), используемые для создания производственных запасов сырья, материалов, топлива, тары, инструмента, производственного и бытового инвентаря; заделов незавершённого производства; запасов готовой продукции, а также средства, вложенные в расчёты и остатки денежных средств на расчётных счётах в банках и в кассах предприятий и организаций. Одна часть их функционирует в процессе производства, другая - в сфере обращения. О. с. делятся на нормируемые (состоящие из запасов товарно-материальных ценностей, включая незавершённое производство, готовую продукцию и т.п.) и ненормируемые (отгруженные товары, средства в расчётах и денежные средства). О. с. народного хозяйства СССР на начало 1973 составили около 246 млрд. руб. (в т. ч. нормируемые свыше 187 млрд. руб.). Из нормируемых О. с. промышленности в сумме 69 млрд. рублей около 60% были вложены в производственные запасы, 21% - в незавершённое производство, 14% - в запасы готовой продукции и товаров. По источникам формирования О. с. подразделяются на собственные (и приравненные к ним) и заёмные (кредиты Госбанка для удовлетворения временных потребностей и средства кредита). Собственные О. с. определяются на год, исходя из минимального размера предприятия по нормативам для создания производственных запасов, задела незавершённого производства, запасов готовой продукции. Эти средства отражаются в уставном фонде . Потребности предприятия в средствах, превышающих этот минимум, удовлетворяются за счёт краткосрочных банковских ссуд и нормальной задолженности поставщикам. Расчёты, возникающие в процессе реализации продукции (от момента отгрузки готовой продукции и до поступления выручки от ее реализации на счёт поставщика в банке), кредитуются банком. Собственные О. с. предприятия могут быть изъяты у него лишь по годовому отчёту, если наличие этих средств превышает потребность по нормативам. Нормативы собственных О. с. определяют сами предприятия на основе планов снабжения, производства и сбыта продукции с учётом конкретных условий хозяйственной деятельности (интервалы поставок, география поставщиков, применяемые формы платежей и т.п.). Прирост собственных О. с. обеспечивается по финансовому плану за счёт полученной прибыли, прироста устойчивых пассивов, перераспределения средств вышестоящей хозяйственной организацией, а в отдельных случаях - за счёт средств государственного бюджета. Отраслевые министерства и производственные объединения имеют резервные фонды О. с., предназначенные для оказания временной финансовой помощи подведомственным предприятиям и хозяйственным организациям. В целях стимулирования лучшего использования собственных О. с. предприятий и организаций взимается плата за пользование ими, поступающая в государственный бюджет в размере, как правило, 6% от среднегодовой суммы этих средств. За пользование заёмными средствами взимается дифференцированный процент в зависимости от вида и назначения ссуд - от 1 до 8% годовых (см. Плата за фонды ). О. с. - важный элемент организации хозяйственной деятельности на основе хозяйственного расчёта . Планомерное их движение во многом характеризует реализацию принципа самоокупаемости (в части текущих, некапитальных затрат) предприятий и хозяйственных организаций, результаты хозяйственной деятельности, своевременность и полноту оплаты поступающих товаров, выполненных услуг и работ, соблюдение договорных обязательств, выполнение обязательных платежей в государственный бюджет и по банковским кредитам. Ускорение или замедление оборота О. с. прямо влияет на итоги хозяйственной деятельности (см. Оборачиваемость оборотных средств ). Улучшение использования О. с., ускорение их оборачиваемости - важный фактор повышения эффективности обществ, производства (см. Экономическая эффективность социалистического производства ). Движение О. с. опосредует все процессы хозяйственной деятельности. Недостаток материальных О. с. на любой стадии кругооборота фондов ведёт к нарушению непрерывности и ритмичности производства и обращения. Лит.:Материалы XXIV съезда КПСС, М., 1971; Бирман А., Планирование оборотных средств, М., 1956; Усоскин М., Организация и планирование кредита, М., 1961; Шумов Н. С., Оборотные средства промышленных предприятий в новых условиях хозяйствования, М., 1968; Финансы и кредит в условиях хозяйственной реформы, М., 1969; Бунич П., Перламутров В., Соколовский Л., Экономико-математические методы управления оборотными средствами, М., 1973. В. Л. Перламутров. Оборотные фонды Оборо'тные фо'нды, часть производственных фондов социалистических предприятий и объединений, которая целиком потребляется в каждом производственном цикле и полностью переносит (передаёт) свою стоимость на новый продукт труда. О. ф. меняют свою натуральную форму в процессе производства, их стоимость в течение одного производственного цикла целиком входит в издержки производства продукции. О. ф. состоят из предметов труда - производственных запасов (сырья, основных и вспомогательных материалов, топлива, покупных полуфабрикатов и т.п.) и незавершённой продукции (полуфабрикатов собственного изготовления и расходов будущих лет, т. е. затрат на продукцию, которая будет выпущена). В стоимость незавершённой продукции включается зарплата рабочих и служащих, начисленная на выпуск этой продукции. К О. ф. относятся также малоценные и быстроизнашивающиеся предметы и инструменты, стоимость которых не более 50 рублей или срок службы менее одного года (независимо от их стоимости). Функционирование социалистических предприятий связано с наличием определённых производственных запасов на всех стадиях воспроизводства. Они обеспечивают непрерывность и ритмичность всех производственных процессов и служат своего рода страховым резервом на всех стадиях общественного воспроизводства. В то же время излишки производственных запасов замедляют оборот фондов, снижают эффективность производства, создают напряжённость в снабжении и т.д. Поэтому объём О. ф. народного хозяйства является одним из важнейших показателей, характеризующих экономический потенциал страны; скорость их оборота - показателем рационализации, экономичности хозяйства. О. ф. народного хозяйства СССР на начало 1973 составили около 109 млрд. рублей против 36,5 млрд. рублей в 1960. Рост общественного производства приводит к увеличению потребности в О. ф. В то же время потребность в О. ф. возрастает в меньшей степени, чем выпуск продукции. Интенсификация производственных процессов, широкое развитие специализации и кооперирования предприятий, совершенствование материально-технического снабжения и транспортных процессов в народном хозяйстве (размеры, сроки и регулярность поставок), технико-экономическое обоснование норм запасов и расхода сырья, материалов и т.п. на изготовление продукции, сокращение отходов при обработке являются важным резервом повышения эффективности общественного производства (см. Экономическая эффективность социалистического производства ). См. также статьи Оборотные средства , Оборот основных и оборотных фондов . В. Л. Перламутров. Оборотный маятник Оборо'тный ма'ятник, прибор для экспериментального определения ускорения силы тяжести g. Представляет собой тело, например массивную пластину ( рис. ), с двумя трёхгранными ножами, из которых один неподвижен, а другой может перемещаться вдоль прорези на пластине. Острые ребра ножей O 1и О 2, помещаемые попеременно на неподвижную опору, служат осями качаний О. м. Подвижный нож перемещают вверх или вниз до тех пор, пока периоды колебаний О. м. вокруг каждой из осей (измеряемые с помощью секундомера) не совпадут. Расстояние O 1O 2= lмежду осями измеряют с помощью нанесённой на пластину шкалы с нониусом. Тогда по свойствам физического маятника O 2будет для O 1центром качаний и наоборот, а период малых колебаний О. м. будет при этом равен Т= 2p l/g. Зная значения Ти lиз опыта, можно по данной формуле вычислить g. О. м. позволяет определить величину gсо значительно более высокой степенью точности, чем математический маятник. 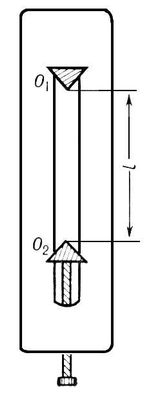
Оборотный маятник. Обособление Обособле'ние, интонационное и смысловое выделение какого-либо члена предложения (вместе с зависимыми от него словами), придающее ему синтаксическую самостоятельность. Интонационное выделение выражается в повышении голоса перед обособленным членом, использовании пауз, фразового ударения, часто меняется порядок слов. Семантико-стилистическая функция О. состоит в уточнении высказываемой мысли, дополнительной характеристике лица или предмета. О. часто вносит в предложение экспрессивную окраску. На письме обособленные члены предложения обычно выделяются запятыми или, реже, тире: «Прямо против кордона, на том берегу, было пусто» (Л. Н. Толстой). Обоянь Обоя'нь, город, центр Обоянского района Курской области РСФСР. Расположен на правом берегу верхнего течения р. Псёл (приток Днепра), в 60 кмк Ю. от Курска. Соединён ж.-д. веткой (31 км) со станцией Ржава (на линии Курск-Белгород). Через город проходит автомагистраль Москва - Симферополь. заводы: экспериментальный древесных плит, консервный, маслодельный, авторемонтный; мебельная фабрика, мясоптице- и пищекомбинаты, комбинат стройматериалов. Библиотечный техникум, педагогическое училище. О. основан в середине 17 в. как военно-оборонительный пункт, город с 1779. Обра О'бра(Obra), река в Польше, левый приток Варты. Длина 209 км, площадь бассейна 6,9 тыс. км 2. Протекает по равнине в широкой заболоченной долине, образуя протоки и рукава. Вследствие бифуркации русла часть стока (около 40%) по р. Обжица поступает в р. Одра. На О. - г. Косьцян. Обрабатывающая промышленность Обраба'тывающая промы'шленность, отрасли производства, занимающиеся обработкой или переработкой пром. и с.-х. сырья. В отличие от добывающей промышленности , которая находит свой предмет труда в природе, О. п. имеет дело с предметами, которые уже сами являются продуктами труда. К О. п. относятся предприятия по производству чёрных и цветных металлов, химических и нефтехимических продуктов, машин и оборудования, изделий деревообработки и целлюлозно-бумажной промышленности, цемента и др. строительных материалов, продукции лёгкой и пищевой промышленности, а также предприятия по ремонту промышленных изделий и др. О. п. - база расширенного воспроизводства, основа роста производительности общественного труда. В СССР сосредоточение в руках государства всех материально-технических ресурсов в условиях планового хозяйства обеспечивает быстрый рост всех отраслей О. п. (см. табл.). Производство отдельных видов продукции обрабатывающей промышленности в СССР
* Без производства в хозяйствах населения. Доля О. п. во всей промышленной продукции отражает степень индустриального развития страны и прогрессивность отраслевой структуры её промышленности. За годы Советской власти при росте всей промышленности в 105 раз (1972 по отношению к 1913) такая крупнейшая отрасль добывающей промышленности, как топливная, выросла в 46 раз, а основные отрасли О. п. - машиностроение и металлообработка увеличились в 1040 раз, химическая и нефтехимическая - в 564 раза. Благодаря опережающим темпам роста доля О. п. в общем объёме продукции промышленности СССР в 1972 составила 91,5%. Высокого уровня достигла О. п. и в др. социалистических странах. Среди капиталистических стран наиболее развитую О. п. имеют США, Япония, ФРГ, Великобритания, Франция, Италия, Канада. См. Промышленность . В. И. Фомичев. Обработка (в музыке) Обрабо'ткав музыке, всякое видоизменение оригинального нотного текста музыкального произведения, преследующее определённые цели, например приспособление его для исполнения любителями музыки, не обладающими высокой техникой, использования в учебно-педагогической практике, исполнения др. составом инструментов. В прошлом в Западной Европе была распространена полифоническая обработка напевов григорианского хорала , служившая до 16 в. основой всей многоголосной музыки. В 19-20 вв. большое значение приобрела О. народных мелодий, которая чаще называет их гармонизацией . Обработку народных мелодий осуществляли многие крупные композиторы: И. Гайдн, Л. Бетховен, И. Брамс, М. А. Балакирев, Н. А. Римский-Корсаков, П. И. Чайковский, А. К. Лядов и др. О. многоголосного сочинения для др. состава исполнителей часто называют аранжировкой , переложением, а в случаях, когда произведение обрабатывается для исполнения оркестром, - оркестровкой. О. сочинения (обычно пьесы для одного инструмента - фортепьяно, скрипки и т.п.), сводящаяся к более широкому применению в нём виртуозного начала при сохранении прежнего исполнительского состава, нередко называют транскрипцией . Обработка металлов давлением Обрабо'тка мета'ллов давле'нием, группа технологических процессов, в результате которых изменяется форма металлической заготовки без нарушения её сплошности за счёт относительного смещения отдельных её частей, т. е. путём пластической деформации . Основные виды О. м. д.: прокатка (см. Прокатное производство ), прессование, волочение , ковка и штамповка (см. Кузнечно-штамповочное производство ). О. м. д. также применяется для улучшения качества поверхности. Внедрение технологических процессов, основанных на О. м. д., по сравнению с др. видами металлообработки (литьё, обработка резанием) неуклонно расширяется, что объясняется уменьшением потерь металла, возможностью обеспечения высокого уровня механизации и автоматизации технологических процессов. О. м. д. могут быть получены изделия с постоянным или периодически изменяющимся поперечным сечением (прокатка, волочение, прессование) и штучные изделия разнообразных форм (ковка, штамповка), соответствующие по форме и размерам готовым деталям или незначительно отличающиеся от них. Штучные изделия обычно подвергаются обработке резанием. Объём удаляемого при этом металла зависит от степени приближения формы и размеров поковки или штамповки к форме и размерам готовой детали. В ряде случаев О. м. д. получают изделия, не требующие обработки резанием (болты, винты, большинство изделий листовой штамповки). О. м. д. может применяться не только для получения заготовок и деталей, но и как отделочная операция после обработки детали резанием (дорнование, обкатка роликами и шариками и т.п.) с целью уменьшения шероховатости поверхности, упрочнения поверхностных слоев детали и создания желательного распределения остаточных напряжений, при котором служебные свойства детали (например, сопротивление усталостному разрушению) улучшаются. О. м. д. осуществляется воздействием на заготовку внешних сил. Источником деформирующей силы может быть мускульная энергия человека (при ручной ковке, выколотке) или энергия, создаваемая в специальных машинах - прокатных и волочильных станах, прессах , молотах и т.п. Деформирующие силы могут создаваться также действием ударной волны на заготовку, например при взрывной штамповке, или мощными магнитными полями. например при электромагнитной штамповке. Деформирующие силы передаются на заготовку инструментом, который обычно является твёрдым, испытывающим малые упругие деформации при пластической деформации заготовки; в некоторых случаях используются эластичные среды (например, при штамповке - резина, полиуретан) или жидкости (например, при гидростатическом прессовании). Различают горячую и холодную О. м. д. Горячая О. м. д. характеризуется явлениями возврата и рекристаллизации , отсутствием упрочнения ( наклёпа ); механического и физико-химического свойства металла изменяются сравнительно мало. Пластическая деформация не создаёт полосчатости (неравномерности) микроструктуры, но приводит к образованию полосчатости макроструктуры у литых заготовок (слитков) или к изменению направления волокон макроструктуры (прядей неметаллических включений) при О. м. д. заготовок, полученных прокаткой, прессованием и волочением. Полосчатость макроструктуры создаёт анизотропию механических свойств, при которой свойства материала вдоль волокон обычно лучше его свойств в поперечном направлении. При холодной О. м. д. процесс пластической деформации сопровождается упрочнением, которое изменяет механические и физико-химические характеристики металла, создаёт полосчатость микроструктуры и также изменяет направление волокон макроструктуры. При холодной О. м. д. возникает текстура , создающая анизотропию не только механических, но и физико-химических свойств металла. Используя влияние О. м. д. на свойства металла, можно изготавливать детали с наилучшими свойствами при минимальной массе. При О. м. д. изменение схемы напряжённого состояния в деформируемой заготовке позволяет влиять на изменение её формы. В условиях неравномерного всестороннего сжатия пластичность металла увеличивается тем больше, чем больше сжимающие напряжения. Рациональный выбор операций О. м. д. и условий деформирования (гидростатическое прессование, выдавливание с противодавлением, прокатка на планетарных станах и т.п.) не только позволяет увеличить допустимое изменение формы, но и применять О. м. д. для изготовления деталей из высокопрочных, труднодеформируемых сплавов. Научной основой проектирования и управления технологическими процессами О. м. д. является теория О. м. д. - научная дисциплина, синтезирующая отдельные разделы физики металлов, и пластичности теория . Основные задачи теории О. м. д.: разработка методов определения усилий и работы, затрачиваемой на деформацию, расчёт размеров и формы заготовки, характера изменения её формы, методов определения допустимого (без разрушения или появления др. дефектов) изменения формы заготовки, оценки изменения механических и физико-химических свойств металла в процессе его деформации и отыскание оптимальных условий деформации. Лит.:Целиков А. И., Смирнов В. В., Прокатные станы, М., 1958; Охрименко Я. М., Технология кузнечно-штамповочного производства, М., 1966; Малов А. Н., Технология холодной штамповки, 4 изд., М., 1969; Сторожев М. В., Попов Е. А., Теория обработки металлов давлением, 3 изд., М., 1971. Е. А. Попов. Обработка металлов резанием Обрабо'тка мета'ллов ре'занием, технологические процессы обработки металлов путём снятия стружки, осуществляемые режущими инструментами на металлорежущих станках с целью придания деталям заданных форм, размеров и качества поверхностных слоев. Основные виды О. м. р.: точение , строгание , сверление , развёртывание , протягивание , фрезерование и зубофрезерование, шлифование , хонингование и др. Закономерности О. м. р. рассматриваются как результат взаимодействия системы станок - приспособление - инструмент - деталь (СПИД). Любой вид О. м. р. характеризуется режимом резания, представляющим собой совокупность следующих основных элементов: скорость резания v, глубина резания tи подача s. Скорость резания - скорость инструмента или заготовки в направлении главного движения, в результате которого происходит отделение стружки от заготовки, подача - скорость в направлении движения подачи. Например, при точении ( рис. 1 ) скоростью резания называется скорость перемещения обрабатываемой заготовки относительно режущей кромки резца (окружная скорость) в м/мин, подачей - перемещение режущей кромки резца за один оборот заготовки в мм/об. Глубина резания- толщина (в мм) снимаемого слоя металла за один проход (расстояние между обрабатываемой и обработанной поверхностями, измеренное по нормали). В сечении срезаемого слоя металла (см. рис. 1 ) рассматриваются такие элементы резания (физические параметры): толщина срезаемого слоя и ширина срезаемого слоя; их величина при постоянных tи sзависит от главного угла в плане j (см. Геометрия резца ). В разработку основ механики процесса резания большой вклад внесли русские и советские учёные: И. А. Тиме, К. А. Зворыкин, А. А. Брикс, А. В. Гадолин, Я. Г. Усачёв, А. Н. Челюсткин, И. М. Беспрозванный, Г. И. Грановский, А. М. Даниелян, Н. Н. Зорев, А. И. Исаев, М. В. Касьян, А. И. Каширин, В. А. Кривоухов, В. Д. Кузнецов, М. Н. Ларин, Т. Н. Лоладзе, А. Я. Малкин, А. В. Панкин, Н. И. Резников, А. М. Розенберг и др., а также зарубежные учёные: Мерчент и Эрнст (США), В. Дегнер, Р. Рейнгольд, Н. Якобс (ГДР), Х. Опиц (ФРГ), Окоси (Япония), К. Скршиван (ЧССР) и др. В области практики ряд ценных работ принадлежит советским рабочим-новаторам: Г. С. Борткевичу, П. Б. Быкову, В. И. Жирову, В. А. Карасёву, В. А. Колесову, С. И. Бушуеву, Е. И. Лебедеву, В. К. Семинскому и др. В зависимости от условий резания стружка, снимаемая режущим инструментом ( резцом , сверлом , протяжкой , фрезой и др.) в процессе О. м. р., может быть элементной, скалывания, сливной и надлома. Характер стружкообразования и деформации металла рассматривается обычно для конкретных случаев, в зависимости от условий резания; от химического состава и физико-механических свойств обрабатываемого металла, режима резания, геометрии режущей части инструмента, ориентации его режущих кромок относительно вектора скорости резания, смазывающе-охлаждающей жидкости и др. Деформация металла в разных зонах стружкообразования различна, причём она охватывает также и поверхностный слой обработанной детали, в результате чего он приобретает наклёп и возникают внутренние (остаточные) напряжения, что оказывает влияние на качество деталей в целом. В результате превращения механической энергии, расходуемой при О. м. р., в тепловую возникают тепловые источники (в зонах деформации срезаемого слоя, а также в зонах трения контактов инструмент - стружка и инструмент - деталь), влияющие на стойкость режущего инструмента (время работы между переточками до установленного критерия затупления) и качество поверхностного слоя обработанной детали. Описание температурного слоя в зоне резания ( рис. 2 ) может быть получено экспериментально, расчётным путём или моделированием процесса резания на ЭВМ. Тепловые явления при О. м. р. вызывают изменение структуры и физико-механических свойств как срезаемого слоя металла, так и поверхностного слоя детали, а также структуры и твёрдости поверхностных слоев режущего инструмента. Процесс теплообразования зависит также от условий резания. Скорость резания и свойства обрабатываемого металла существенно влияют на температуру резания в зоне контакта стружки с передней поверхностью резца ( рис. 3 ). Тепловые и температурные факторы процессов О. м. р. выявляются следующими экспериментальными методами: калориметрическим, при помощи термопар по изменению микроструктуры (например, поверхности инструмента), при помощи термокрасок, оптическим, радиационным и др. Трение стружки и обрабатываемой детали о поверхности режущего инструмента, тепловые и электрические явления при О. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31 |
|||||||||||||||