 |
|
���������� ������:: ��� :: ������ ����� ���� :: �������� ����� :: ������� ������ :: ������� ����� :: ����� ����� �������� :: ������� ��� ���������� :: ���� ��������� :: ������ ����� :: �������� ������ �������� ���������� �����:: ���� (����� 1-3) :: The Boarding House :: ����������� :: ��� ����� ������� :: ���������� �� ���������� �������� ����� :: �������� �� �������� :: ������ ���, ����� � ����� ����������� :: ������������ :: ��������. 7 ���� ������� � ������� :: ��� ��������! |
������� ��������� ������������ (��)ModernLib.Net / ������������ / ��� / ������� ��������� ������������ (��) - ������ (���. 199)
д. Основные технологические операции при выработке К. - размол, отлив, прессование и сушка - принципиально не отличаются от подобных операций при выработке бумаги, однако для получения К. в качестве сырья чаще используют вещества с более грубыми и жёсткими волокнами - бурую древесную массу, полуцеллюлозу, сульфатную целлюлозу и макулатуру.
По назначению К. подразделяют на упаковочные, полиграфические, обувные, электроизоляционные, строительные и др. Упаковочные К. служат для изготовления ящиков и коробок ( см. Картонажное производство ). К полиграфическим К. относят: переплётный (для изготовления книжных переплётов и беловых изделий), матричный (для изготовления матриц, используемых для отлива стереотипов ), билетный и др. В группу строительных К. входят: облицовочный (для облицовки сухой гипсовой штукатурки), стеновой (для обивки стен зданий) и др. К техническим К. относят: прокладочные (для изготовления уплотнительных прокладок), шумо- и термоизоляционные, водонепроницаемые, фильтровальные и др. К. изготовляют на картоноделательных машинах . Различают однослойные и многослойные К. Слои многослойного К. обычно вырабатывают из различной волокнистой массы - внутренние слои отливают из более дешёвых композиций, наружные слои - из более прочного и дорогого волокна (например, внутренние слои большинства видов коробочного К. отливают из белой древесной массы с небольшой примесью целлюлозы, из макулатуры или из других дешёвых волокнистых материалов, наружные - из беленой или небелёной сульфатной целлюлозы). Свойства К. оценивают рядом общих и специальных технических показателей. К числу общих технических показателей относятся: масса 1 м 2, толщина, влажность и др. Специальных техническими показателями являются: впитывающая способность, электроизоляционные свойства, деформация при увлажнении и высушивании и др. Требуемые для каждого вида К. свойства обеспечиваются выбором соответствующих полуфабрикатов, их обработкой и введением в состав К. проклеивающих, связывающих, наполняющих, красящих веществ, наклеиванием на поверхность К. полимерных плёнок, металлической фольги и др. Лит.:Лапинский И., Картоноделательные машины, пер. с польск., М., 1966; Леман Г., Основы технологии переработки бумаги и картона, пер. с нем., М., 1968. М. М. Котик. Картонажное производство Картона'жное произво'дство,изготовление из бумаги и картона различных изделий, главным образом упаковки: ящиков, барабанов, коробок, пакетов, мешков и т.п., а также предметов домашнего обихода, игрушек и др. Картонная и бумажная тара значительно дешевле и удобнее деревянной, металлической и стеклянной. Упаковку подразделяют на мягкую, полужёсткую, жёсткую, комбинированную, наружную тару (ящики). Производство мягкой бумажной упаковки (пакеты, конверты, мешки) полностью автоматизировано. Автоматы выполняют все технологические процессы: печать, склеивание, формование и др. Например, на пакетоделательных автоматах можно изготавливать пакеты разного типа: плоские, с боковыми складками, с прямоугольным и шестиугольным дном. Производительность этих автоматов достигает 120 тыс. пакетов в 1 ч. К полужёсткой упаковке относятся складные пачки и коробки, изготовляемые из бумаги, близкой по плотности к картону, к жёсткой - клеёные, сшивные и сборные штампов. коробки из картона. Производство полужёстких и жестких коробок включает: контурную вырубку раскроя, создание сгибов и превращение раскроев в коробки склеиванием или сшиванием. Конструкция складных коробок допускает транспортировку их в сложенном виде и механическую сборку непосредственно перед употреблением. В качестве наружной тары наиболее широкое распространение получили ящики из гофрированного картона. Для их производства созданы автоматические линии, позволившие автоматизировать весь процесс изготовления картонных ящиков, начиная от подачи заготовок в печатно-просекальную машину и кончая выходом готовых ящиков из складывающе-склеивающей установки. Производительность такой линии до 15 тыс. заготовок в 1 ч. Перспективно производство картонных ящиков, собранных без применения клея или скобок из заготовок сложной конфигурации. Такие заготовки высекаются на плоскоштамповочных или ротационных прессах. При производстве комбинированной тары металлические донышки и крышки крепятся к бумажному корпусу, изготовляемому на навивочных машинах. Особой отраслью К. п. является изготовление литых изделий из бумажной массы: бутылок, банок, вёдер, коробок и др. Лит.:Бабицкий С. Л., Изготовление бумажной и картонной тары сыпучих продуктов и упаковка, М., 1967; Данилевский А. А., Производство транспортной картонной тары, М., 1968. М. М. Котик. Картоноделательная машина Картоноде'лательная маши'на,машина, вырабатывающая картон непрерывным полотном. По назначению и конструкции К. м. подразделяют на 4 основных типа: плоскосеточные, круглосеточные многоцилиндровые, комбинированные и с горизонтальным формованием с несколькими сетками. На плоскосеточных К. м. вырабатывают однослойные картоны массой одного м 2 до 500 г. Эти К. М. почти ничем не отличаются от бумагоделательных машин , но выполняются с увеличенной сушильной частью ввиду более высокой производительности (до 850 ткартона в сутки). Такие К. м. имеют массу около 4000 т, длина около 170 ми мощность двигателей для привода всех её механизмов около 13 Мвт; обслуживает К. м. бригада рабочих в 5-6 человек. Круглосеточные многоцилиндровые К. м. служат для изготовления многослойного картона массой одного м 2600 ги более. Формующая часть их состоит из 5-8 полых цилиндров диаметром 0,9-1,5 м(стенки цилиндров изготовлены из мелкой металлической сетки). Цилиндры находятся в ваннах, в которые непрерывно поступает волокнистая масса. При вращении цилиндра вода проходит через сетку внутрь цилиндра, а переплетённые волокна остаются на ней в виде слоя массой одного м 240-100 г. Отдельные слои снимаются последовательно бесконечным сукном и соединяются в непрерывное полотно картона. Существуют машины, в которых волокнистая масса подаётся на цилиндр из напускного устройства, а в цилиндре поддерживается разрежение. Прессовая часть круглосеточных машин делится на предварительную, имеющую 3-5 пар валиковых прессов, и главную с 2-4 парами; сушильная и отделочная части аналогичны плоскосеточным. На таких машинах можно изготовлять картон со слоями из различных волокнистых материалов, например наружные слои из белёного волокна, а внутренние - из макулатуры или древесной массы. Производительность круглосеточных К. м. достигает 500 ткартона в сутки. Комбинированные К. м. применяют главным образом для выработки одно- и двусторонних литографских картонов (типа хром-эрзац) массой одного м 2до 500 г. Формующая часть машин состоит из плоских сеток в сочетании с 4-6 круглосеточными цилиндрами. Полотно картона на таких машинах соединяется на плоской сетке, перед последним отсасывающим ящиком или гауч-валом. Рабочая ширина комбинированных машин до 4,2 м, производительность до 300 ткартона в сутки. Сеточная часть К. м. с горизонтальным формованием с несколькими сетками (типа Инверформ) состоит из одной нижней сетки и нескольких (по числу слоев картона) расположенных друг за другом верхних. Масса подаётся между нижней и верхними сетками, через которые производится обезвоживание полотна. Рабочая ширина таких машин 6 м, производительность до 350 ткартона в сутки. Лит.:см. при ст. Картон . М. М. Котик. Картосоставительские процессы Картосостави'тельские проце'ссы,совокупность технологических операций по изготовлению составительского и издательского оригиналов карт. К. и. включают редакционно-подготовительные, составительские работы, а также подготовку оригиналов карт к изданию (оформительские работы). Редакционно-подготовительные работы заключаются в сборе, систематизации, изучении и научном обобщении картографических источников . Исходя из назначения и характера карты, делается макет компоновки, выбираются масштаб и картографическая проекция, а также картографические способы изображения и условные обозначения. Оптимальные решения по этим вопросам, а также технические указания по методике составления и подготовки карты к изданию и её издания оформляются в виде редакционного плана (программы карты). Редакционный план дополняется рядом графических схем и фрагментом красочного оформления или авторским макетом. Редакционно-подготовительные работы завершаются вычислением картографической проекции, построением географических и координатной сеток, нанесением опорных геодезических пунктов, выходов смежной зоны рамок карты, зарамочного оформления и монтажом основного картографического материала. Составительские работы заключаются в переносе картографического изображения с исходных материалов на подготовленную основу с целью создания составительского оригинала. Основным процессом картосоставительских работ является генерализация картографического изображения (см. Генерализация картографическая ) -процесс отбора и обобщения элементов картографического изображения. Перенос изображения с исходного материала на составительский оригинал осуществляется при помощи фоторепродукции ( рис. 2 ), фототрансформирования, проектирования через эпидиаскоп или оптические рисовальные приборы, фотоэлектронного трансформирования, графомеханических методов с использованием пантографа и перспектографа или графического способа (составление по клеткам). Перечисленные методы могут сочетаться. Элементы местности, изображаемые на карте, наносятся на составительский оригинал в определённой последовательности: сначала наносятся опорные пункты и местные предметы, имеющие значение ориентиров, затем - объекты гидрографии, населённые пункты, дорожная сеть, рельеф, растительный покров, грунты, границы. Специальная нагрузка тематических карт составляется на отдельном оригинале. Географические названия транскрибируются и подписываются сразу же после изображения элементов, к которым они относятся. При составлении нетиповых карт в дополнение к составительскому оригиналу изготовляется оригинал красочного оформления карты, на котором показывается, какими цветами должны быть отпечатаны все тоновые элементы карты (гипсометрическая раскраска, закраска акваторий и растит, покрова, специального содержание и т.п.). Законченный составительский оригинал листа карты ( рис. 3 ) редактируется и корректируется. Составительский оригинал, являясь авторским оригиналом, по своему графическому качеству не отвечает требованиям издания карты. Поэтому проводятся работы по подготовке карты к изданию. Изготовление издательского оригинала выполняют вычерчиванием на бумажной или пластической основе или гравированием на пластике по специальному слою. Работу выполняют, руководствуясь абрисным изображением, полученным с составительского оригинала. Вычерчивание производят строго в соответствии с условными знаками; оно может исполняться совмещённо (все штриховые элементы карты изображаются на одном оригинале), частично расчленённо (один элемент карты вычерчивается на одном оригинале, а остальные - на другом) ( рис. 5 , 6 ) и расчленённо (для всех штриховых элементов карты изготавливаются отдельные издательские оригиналы). При вычерчивании на пластиках издательские оригиналы подготавливаются только расчленёнными. Подписи наименований готовятся фотонабором. Они расклеиваются непосредственно на вычерченные оригиналы (контура, гидрографии, рельефа), а иногда оформляются в виде отдельного издательского оригинала ( рис. 4 ). В случае подготовки оригиналов карт к изданию гравированием на пластиках гравюры готовятся на каждый штриховой элемент карты. Работы выполняют специальными гравировальными инструментами. С негативных гравюр получают диапозитивы, на которых расклеивают фотонаборные подписи. При подготовке оригиналов карт к изданию на пластиках (вычерчиванием или гравированием), как правило, для красочного оформления карт готовятся специальные маски на прозрачных пластиках. Проверка исполнения работ осуществляется визуальной корректурой и изготовлением штриховой пробы ( рис. 7 ) на бумаге или пластике. Процесс подготовки оригиналов карт к изданию при совмещенном или частично расчленённом вычерчивании на бумаге заканчивается изготовлением макетов расчленения ( рис. 8 ) и красочных (литографских) макетов ( рис. 9 ). Первые служат руководством при расчленительной ретуши, вторые - при создании печатных форм красочного оформления карт (см. Картоиздательские процессы ). Анализ современных тенденций совершенствования существующих технологических процессов изготовления оригиналов карт позволяет выделить ряд основных направлений: развитие техники составления и подготовки карт к изданию; механизация фотонабора; внедрение микрофильмирования, электрофотографии и фотолюминесценции; совершенствование светокопировальных операций; автоматизация процесса вычисления и построения математической основы карт с использованием электронно-вычислительных машин и автоматического координатографа; автоматизация изготовления издательских оригиналов и процесса генерализиции. Лит.:Гараевская Л. С., Редактирование мелкомасштабных карт и атласов, М., 1962; Комков А. М., Николаев С. А., Шилов Н. И., Составление и редактирование карт, ч. 1-2, М., 1958; Салищев К. А., Составление и редактирование карт, ч. 1, М., 1947; его же, Основы картоведения, 3 изд., т. 2, М., 1962; Соловьев М. Д., Математическая картография, М., 1969. А. Н. Любков. Картосхема Картосхе'ма(от карта и схема ), упрощённая карта, обычно лишённая картографической сетки. Схематизм изображения позволяет получить в наглядной форме общее представление о показанном на К. явлении (событии) и подчеркнуть его существенные черты. Содержание К. строго ограничено элементами, важными для понимания её сюжета. Для рукописных К. иногда используют в качестве основы уже изданные географические карты, на которых обобщённо, схематично и ярко вычерчивают содержание К. Картофелекопатель Картофелекопа'тель,машина для выкапывания картофеля, отделения клубней от земли и ботвы и сбрасывания клубней на поверхность поля. Промышленность СССР выпускает К. элеваторного (КТН-2Б), грохотного (КВН-2М) и швыряльного (КТН-1А) типов. К. аналогичных типов выпускаются за рубежом. К. элеваторного типа ( рис. ) имеет лемехи для подкапывания двух рядков картофеля, 3 элеватора (основные прутковые и каскадный), которые разрыхляют и просеивают почву. Оставшаяся масса поступает на вибрационную решётку, через просветы которой дополнительно просыпаются почва и мелкие примеси. Клубни, ботва и оставшиеся примеси падают с решётки на поверхность поля. Затем клубни подбирают вручную. К. грохотного типа вместо прутковых элеваторов имеет двухрешётный грохот. Лемехи этого К. закреплены на передней кромке 1-го решета и колеблются вместе с ним, что улучшает подбор подкапываемого пласта. На конце 2-го решета грохота закреплена решётка, аналогичная вибрационной решётке К. элеваторного типа. К. швыряльного типа имеет лемех, подкапывающий 1 рядок картофеля, и вращающийся ротор, который подхватывает подкопанный рядок и разбрасывает массу по поверхности поля. Все К. навесные. Рабочие органы их приводятся в действие от вала отбора мощности трактора. Производительность К.: КТН-2Б - 0,30-0,45 га/ ч., КВН-2М - 0,36-0,42 га/ ч., КТН-1А - до 0,4 га/ ч. 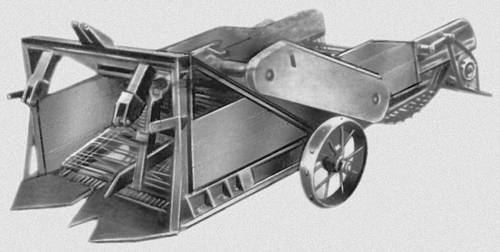
Картофелекопатель элеваторного типа КТН-2Б. Картофелемойка Картофелемо'йка,машина для очистки картофеля от земли, ботвы, соломы, камней и т.п. К. применяется на спиртовых, крахмало-паточных заводах и др. предприятиях, перерабатывающих картофель. Изготовляется в виде стального или бетонного жёлоба с полуцилиндрическим днищем и высокими бортами, внутри которого установлен вал с лопастями. На некотором расстоянии от днища жёлоба установлена прутковая решётка. В разгрузочную часть мойки непрерывно поступает вода, которая заполняет жёлоб К. до уровня сточного лотка. Картофель, подаваемый в загрузочную часть К. гидравлическим транспортом либо иным способом при помощи вращающихся с валом лопастей, постепенно перемещается навстречу потоку воды, к разгрузочной части мойки и при этом отмывается от земли, тяжёлых (камней, песка) и лёгких (соломы, щепок и т. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98, 99, 100, 101, 102, 103, 104, 105, 106, 107, 108, 109, 110, 111, 112, 113, 114, 115, 116, 117, 118, 119, 120, 121, 122, 123, 124, 125, 126, 127, 128, 129, 130, 131, 132, 133, 134, 135, 136, 137, 138, 139, 140, 141, 142, 143, 144, 145, 146, 147, 148, 149, 150, 151, 152, 153, 154, 155, 156, 157, 158, 159, 160, 161, 162, 163, 164, 165, 166, 167, 168, 169, 170, 171, 172, 173, 174, 175, 176, 177, 178, 179, 180, 181, 182, 183, 184, 185, 186, 187, 188, 189, 190, 191, 192, 193, 194, 195, 196, 197, 198, 199, 200, 201, 202, 203, 204, 205, 206, 207, 208, 209, 210, 211, 212, 213, 214, 215, 216, 217, 218, 219, 220, 221, 222, 223, 224, 225, 226, 227, 228, 229, 230, 231, 232, 233, 234, 235, 236, 237, 238, 239, 240, 241 |