 |
|
Популярные авторы:: Чехов Антон Павлович :: БСЭ :: Борхес Хорхе Луис :: Нортон Андрэ :: Сименон Жорж :: Азимов Айзек :: Желязны Роджер :: Лондон Джек :: Петрушевская Людмила :: Грин Александр Популярные книги:: Бурый волк :: Жил-был щелкунчик :: Великие неторопливые короли :: The Boarding House :: Жар небес :: Цивилизация каннибалов :: Зовите меня Джо :: Живая хронология :: Авторитет :: Впечатления |
Большая Советская Энциклопедия (ПР)ModernLib.Net / Энциклопедии / БСЭ / Большая Советская Энциклопедия (ПР) - Чтение (стр. 62)
750 |
8 700 |
6 500 |
Крупносортный полунепрерывный 600 |
Круглля сталь диаметром 50-120
мм,балки от № 10 до № 20 и др. |
1 600 |
34 400 |
18 000 |
Среднесортный полунепрерывный 350 |
Круглая сталь диаметром 20-75
мм,балки и швеллеры до № 10 и др. |
1000 |
16 000 |
7200 |
Мелкосортный непрерывный 250 |
Круглая сталь диаметром 8-30
мм,угловой профиль от 20ґ20
ммдо 40ґ40
мми др. |
800 |
16 000 |
6 600 |
Узкополосовой непрерывный 300 |
Полоса толщиной 2-8
мм,шириной 120-460
мм |
Более 1000 |
15 200 |
2 700 |
Проволочный непрерывный 150 |
Катанка диаметром 5,5-12,5
мм |
900 |
- |
- |
Трубопрокатный автоматический |
Бесшовные трубы дилметром 140-426
мм |
50-70
т/ч |
12 000 |
8000-12 000 |
Трубопрокатный непревывный 110 |
Бесшовные трубы диаметром 50-110
мм |
50-80
т/ч |
12 000 |
3 500-5 000 |
Заготовочные станы строятся двух типов в зависимости от исходного материала - слитков, отлитых в изложницах, или непрерывно-литых заготовок. В первом случае заготовочный стан одновременно является также обжимным станом. Типичные представители таких станов - слябинг, когда требуется плоская заготовка крупных сечений (слябы), и блюминг с установленным за ним собственно заготовочным непрерывным станом, если требуется прокатывать заготовку для сортовых или трубопрокатных станов. За последней клетью этих станов находятся летучие ножницы для разрезки заготовки на куски требуемой длины или пилы и стеллажи для разрезки, охлаждения и осмотра заготовки. При использовании непрерывно-литой заготовки заготовочный стан устанавливается рядом с машиной для непрерывного литья в целях использования тепла неостывшего металла. Некоторые заготовочные станы выполнены так, чтобы литая заготовка поступала из кристаллизатора в валки непрерывного стана без разрезки, т. е. в этом случае осуществляется прокатка заготовки бесконечной длины и деление её на куски требуемой длины летучими ножницами или пилами при выходе из валков стана. Листовые и полосовые станы горячей прокатки предназначены для получения плит толщиной 50-350 мм,листов толщиной 3-50 мми полос (сматываемых в рулоны) толщиной 1,2-20 мм.Толстолистовые станы обычно состоят из 1-2 клетей дуо и кварто с длиной бочки валков 3500-5500 мм(см. рис. 1 ), иногда с установленными перед ними дополнительными клетями, имеющими вертикальные валки для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосовые непрерывные или полунепрерывные станы, состоящие из 10-15 клетей кварто с длиной бочки валков 1500-2500 мми нескольких клетей с вертикальными валками. Весь прокатываемый материал сматывается в рулоны по 15-50 т.Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых листов (4-20 мм), которые изготовляются путём разматывания рулонов и их последующей разрезки. Со стороны выхода прокатанного металла из валков устанавливаются выходные рольганги и большое количество др. вспомогательного оборудования для последующей обработки проката и его транспортирования: у толстолистовых станов - , ножницы, печи для термической обработки и т.д., а у широкополосовых станов - моталки для сматывания полос в рулоны, конвейер для транспортирования рулонов и оборудование для разматывания рулонов, их правки и разрезки на карточки (листы). Сортовые станы весьма разнообразны по своей характеристике и расположению оборудования. Основные типы: универсальные станы для прокатки широкополочных балок, состоящие обычно из 3 или 5 клетей, расположенных последовательно одна за другой, из которых 2 или 3 клети универсальные, с горизонтальными валками диаметром около 1350 мм, а 1 или 2 - дуо, с валками диаметром около 800 мм; рельсо-балочные станы ступенчатого типа из двух или нескольких линий с рабочими клетями трио и дуо и валками диаметром около 800 мм; крупносортные станы ступенчатого и полунепрерывного типа из двух или нескольких линий с рабочими клетями трио и дуо и валками диаметром около 650 мм; среднесортные станы ступенчатого типа в 2 или 3 линии, полунепрерывные и непрерывные; мелкосортные станы, большей частью непрерывные или полунепрерывные; узкополосовые станы непрерывные; проволочные станы непрерывные. Для производства проволоки из алюминиевых и медных сплавов наиболее эффективны литейно-прокатные станы, в которых осуществляется непрерывный процесс получения проволоки из жидкого металла. Вначале происходит кристаллизация бесконечного слитка между ободом вращающегося колеса и обтягивающей его стальной лентой, а затем прокатка его на непрерывном стане. Производительность стана 5-8 т/ч( рис. 5 ). Сортовые станы, как и листовые, имеют разнообразное вспомогательное оборудование, установленное по движению потока прокатываемого металла и выполняющее в общем ритме, без участия ручного труда, все вспомогательные технологические и транспортные операции, начиная с выдачи со склада исходной заготовки и кончая передачей проката на склад готовой продукции. Трубопрокатные агрегаты состоят обычно из 3 станов. Первый стан производит прошивку отверстия в заготовке или слитке методом винтовой прокатки, второй служит для вытяжки прошитой заготовки в трубу и третий - для калибровки (редуцирования), т. е. уменьшения диаметра прокатанной трубы. Конструкция трубопрокатных агрегатов определяется главным образом выбранным технологическим процессом второго стана, т. е. вытяжного. Наиболее производительным является непрерывный стан; находят применение также станы дуо, работающие на короткой оправке, пилигримовые и трёхвалковые винтовой прокатки. Станы холодной прокатки стали и цветных металлов изготовляются следующих типов: листовые - для штучной прокатки; листовые широкополосовые - для рулонной прокатки; ленто-прокатные - для прокатки ленты толщиной от 1 мкмдо 4 мми шириной от 20 до 600 мм, сматываемой после прокатки в бунты или рулоны; фольгопрокатные - для прокатки полосы толщиной менее 0,1 мм; плющильные - для обжатия проволоки в узкую ленту; станы для холодной прокатки труб. При рулонной прокатке полос с обеих сторон рабочей клети устанавливаются намоточно-натяжные барабаны - моталки, которые служат для разматывания рулонов перед подачей металла в валки и сматывания при выходе из валков. Наиболее производительные листовые станы - непрерывные; они также выгоднее в отношении использования моталок и др. вспомогательного оборудования. Моталки у непрерывных станов располагаются только сзади, а спереди находятся механизмы для подачи рулонов, разматывания их и направления металла в валки первой рабочей клети. Деталепрокатные станы работают в основном на принципе поперечной и винтовой прокатки и служат для производства точных заготовок деталей машиностроения - круглых периодических валов, шаров, винтов, ребристых труб, зубчатых колёс, а также инструмента - червячных фрез, свёрл и др. Эти станы разнообразны по конструкции и характеризуются высокой степенью механизации и автоматизации. Оборудование прокатных станов.Конструкция основных деталей и механизмов П. с., несмотря на их различное назначение и многообразие, во многих случаях одинакова. Главные элементы рабочей клети - , подшипниковые узлы, механизмы для установки валков, станина, шпиндели, муфты и проводки. Подшипники прокатных валков работают при очень больших нагрузках, доходящих на некоторых станах до 30-60 Мн(3000-6000 тс) на валок. Возможные габариты их ограничиваются диаметром валков. Подшипники (качения или жидкостного трения) устанавливаются в массивных корпусах, называются подушками, которые располагаются в проёмах станины. Станина рабочей клети воспринимает все усилия, возникающие при прокатке металла, и поэтому выполняется массивной - до 60-120 ти более. Материал станины - стальное литьё с 0,25-0,35% С. Станина устанавливается на фундаментных стальных плитах (плитовинах), которые прикрепляются болтами к бетонному или железобетонному фундаменту. Для сортовых станов получают распространение предварительно напряжённые рабочие клети, в которых повышение жёсткости достигается не увеличением массивности станины, а с помощью специальных стяжных механизмов. Передача вращения прокатным валкам производится посредством универсальных шпинделей с шарнирами Гука (см. рис. 1 ). Вспомогательное оборудование П. с. предназначено для подачи металла от нагревательных устройств к приёмному рольгангу стана (слитковозы), поворота слитка на рольганге (поворотные устройства), транспортирования металла в соответствии с технологическим процессом (рольганги или транспортёры), перемещения металла вдоль валка для подачи его в соответствующий калибр (манипуляторы), поворота металла относительно его продольной оси (кантователи), охлаждения металла (холодильники), травления металла (травильные установки), разматывания рулонов (разматыватели), сматывания полосы в рулон или проволоки в бунт (моталки), резки металла (ножницы и пилы), а также для отделки металла: правки (правильные машины и прессы), ,клеймения, укладки, промасливания, упаковки и т.д. Электрооборудование П. с. характеризуется большими мощностями и размерами главных приводов (мощность одного электродвигателя доходит до 6-7 Мвти более, а общая мощность - до 200-300 Мвт), сложностью систем управления электроприводами, вызываемой главным образом необходимостью автоматического регулирования в широких пределах скорости большинства машин П. с. Смазочное оборудование П. с. обеспечивает бесперебойную автоматическую подачу смазки ко всем трущимся деталям механизмов, а в станах для прокатки цветных металлов и холодной прокатки стали - также подачу технологической смазки к рабочей поверхности прокатных валков. Смазочные системы обычно располагаются в специальных подвалах. Автоматика крупных П. с. состоит из ряда объединённых локальных систем для управления всем ходом технологического процесса, начиная от подачи исходного материала на склад и со склада и кончая поступлением проката на склад готовой продукции и погрузкой его в вагоны. Каждая локальная система имеет многочисленные и разнообразные приборы-датчики, собирающие и передающие информацию о ходе технологического процесса, в том числе о температуре металла, давлении металла на валки П. с., параметрах обрабатываемого материала, в частности о размерах прокатываемого профиля, его положении и характере перемещения. Вся эта информация поступает в вычислительные машины локальных систем, где перерабатывается, после чего выдаются команды для управления машинами и механизмами П. с., относящимися к данной локальной системе, а также информация общей вычислительной машине, объединяющей локальные системы, для соответствующей корректировки работы машин и механизмов др. участков П. с., управляемых остальными локальными системами. Одна из главных задач автоматизации (и экономически наиболее выгодная) - автоматизация регулирования размеров прокатываемого профиля, осуществляемая путём соответствующего автоматического изменения междувалкового пространства на основании показаний непрерывно действующего измерителя размеров профиля. Благодаря этому резко повышается точность размеров профиля, в связи с чем снижается поле допусков, повышается качество металла, снижаются удельные расходы металла. Особенно большой эффект достигается при производстве тонколистовой продукции. Успешное решение этой задачи стало возможным благодаря использованию вычислительной техники, т.к. обычные адаптивные системы ( ) вследствие высоких скоростей прокатки (около 30-40 м/сек) не обеспечивают своевременную корректировку междувалкового пространства. Большой экономический эффект даёт также автоматизация контроля качества готового проката и нанесения защитных покрытий. П. с. в связи с непрерывностью процесса и выпуском однотипной продукции в больших количествах имеют все необходимые предпосылки, чтобы быть одними из первых полностью автоматизированных промышленных объектов. О производстве П. с. см. в ст. .
Лит.:Прокатное производство. Справочник, под ред. Е. С. Рокотяна, т. 1-2, М., 1962; Королев А. А., Прокатные станы и оборудование прокатных цехов. (Атлас), М., 1963; его же, Механическое оборудование прокатных цехов, 2 изд., М., 1965; Специальные прокатные станы, под ред. А. И. Целикова, М., 1971; Целиков А. И., Зюзин В. И., Современное развитие прокатных станов, М., 1972; Tribology in iron and steel works, L., 1970. А. И. Целиков. 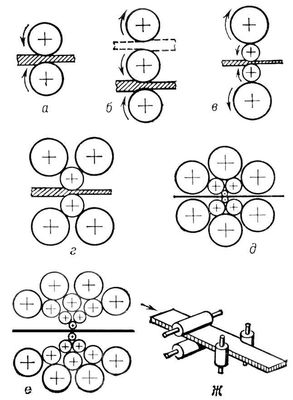
Рис. 2. Схема расположения валков в рабочей клети прокатного стана: а - двухвалкового; б - трехвалкового; в - четырехвалкового; г - шестивалкового; д - двенадцативалкового; е - двадцативалкового; ж - универсального. 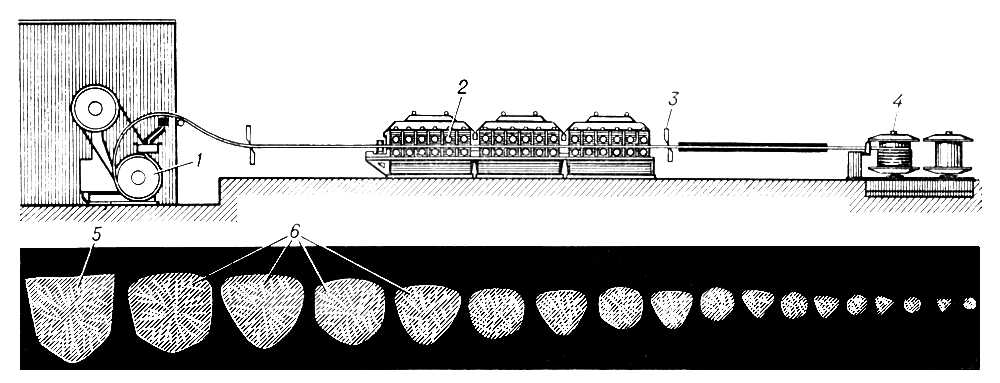
Рис. 5. Литейно-прокатный агрегат для производства алюминиевой проволоки: 1 - роторный кристаллизатор; 2 - непрерывный стан с трехвалковыми рабочими клетями; 3 - летучие ножницы; 4 - моталка с поочередным сматыванием двух бунтов без остановки процесса; 5 - сечение бесконечного слитка; 6 - сечения окатываемого изделия после первой и последующих клетей стана. 
Рис. 1. Главная линия четырехвалкового стана для прокатки листов: 1 - рабочая клеть; 2 - электродвигатель; 3 - шестеренная клеть; 4 - шпиндель; 5 - муфта. 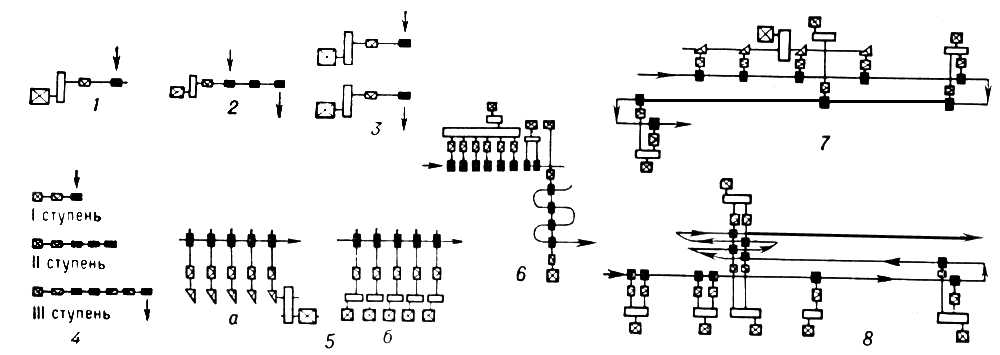
Рис. 3. Схема расположения рабочих клетей прокатного стана: 1 - одноклетевого; 2 - линейного; 3 - сдвоенного; 4 - ступенчатого; 5 - непрерывного (а - с групповым приводом, б - с индивидуальным); 6 - полунепрерывного; 7 - последовательного («кросс-коунтри» ); 8 - шахматного. 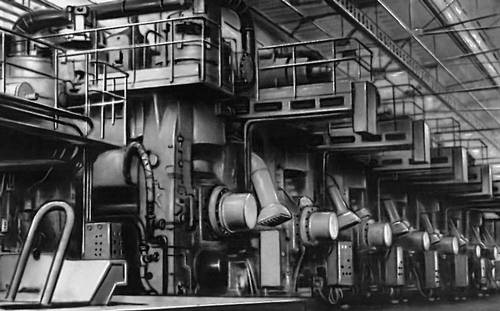
Рис. 4. Непрерывный широкополосовой стан горячей прокатки. Прокл Прокл(Prуklos) (около 410, Константинополь, - 485, Афины), античный философ-идеалист, представитель афинской школы .Важнейшие дошедшие до нас философские сочинения П. - «Первоосновы теологии» [последнее изд. Oxf., 1965, рус. пер. в книге: Лосев А. Ф., История античной эстетики, т. 3 - Высокая классика, 1974], «О богословии Платона» (последнее изд. Fr./M., 1960), комментарии к платоновским диалогам «Тимей» (v. 1-3, Lipsiae, 1903-06), «Парменид» (последнее изд. 1961) и др. Исторические значение П. определяется универсальной конструктивно-диалектической разработкой им всей системы неоплатонизма. Господствующим у П. во всех разделах его философии является триадический метод, сводящийся к последовательному утверждению трёх моментов: 1) пребывание в себе, причина, неделимое единство, наличие, отчее начало, потенция; 2) выступление из себя, за свои пределы, причинение или действие на иное в виде причины, переход единства во множество, начало делимости, материнское начало, энергия; 3) возвращение из инобытия обратно в себя, возведение расторгнутого множества в неделимое расчленённое единство, , или единораздельная (т. е. структурная) сущность. При помощи этого метода П. анализирует каждый из членов универсальной триады Плотина - «единое», «ум» ( ) и «душу». Так, от абсолютно непознаваемого «единого» он отделяет «единое», уже содержащее в себе некоторую множественность, но не имеющее ещё каких-либо качеств; это только энергия самого различения и членения, предшествующая «уму» (расчленённости) и выделяемая П. (впервые в неоплатонизме) в самостоятельную ступень эманации «единого» - область чисел, или «надбытийных единиц». В «уме» П. также выделял: 1) «ум» как пребывание в себе, ум мыслимый, «интеллигибельный» - «бытие», или объект; 2) «ум» как выхождение из себя, ум мыслящий, «интеллектуальный» - субъект; 3) «ум» как возвращение к себе, как тождество бытия и мышления, объекта и субъекта, «ум» как «жизнь» или «вечность», «жизнь в себе». В диалектике мифологии П. устанавливал три триады богов. Последняя триада ввиду триадического деления двух первых её членов превращалась в седмерицу (гебдомаду) с повторением этой гебдомады в каждом из составляющих её моментов, так что в последней триаде оказывалось 49 богов-«умов». Мир «души» у П. также триадичен: души божественные (боги «ведущие», «абсолютные» и «внутрикосмические»), демонические (ангелы, демоны и герои) и человеческие. Система П., будучи завершением неоплатонизма, своим мыслительным аппаратом оказала всеобъемлющее воздействие на развитие средневековой философии (от до , И. и ) .
Соч.: Opera inedita, ed. V. Cousin, P., 1864. Лит.:Rosбn L. J., The philosophy of Proclus, N. Y., 1949 (лит.); Beierwaltes W., Proklos. Grundzьge seiner Metaphysik, Fr./M., 1965; Bastid P., Proclus et ie crйpuscule de la pensйe grecque, P., 1969. А. Ф. Лосев. Прокладка Прокла'дкав технике, см. в ст. . Прокламация Проклама'ция(от лат. proclamatio - крик, призыв), , обычно нелегальная, содержащая призыв к активным действиям: стачке, демонстрации, вооруженному восстанию. Коммунистическая партия до Октябрьской революции 1917 широко использовала П. как средство массовой политической агитации. Проклетие Прокле'тие,горы на Балканском полуострове; см. . Проклитика Прокли'тика(от греч. proklitikуs - наклоняющийся вперёд), безударное слово (чаще односложное), тесно примыкающее в фразе к следующему за ним слову, имеющему ударение. Например, «на стене», «ты ходил», где «на», «ты» - П. Обычно в качестве П. выступают артикли, предлоги, частицы, отрицания, союзы. Проколка Проко'лка,первобытное орудие труда - заострённая деревянная или костяная палочка с утолщённой или фигурно оформленной верхней частью (иногда с отверстием для подвешивания). В каменном веке употреблялась для накола отверстий при сшивании шкур, позднее - также для нанесения орнамента на глиняные сосуды. С распространением железа П. из кости и дерева были вытеснены металлическим шилом. 
Костяная проколка из раскопок Троицкого городища в Московской области. Дьяковская культура. Проколофоны Проколофо'ны(Procolophonia), подотряд ископаемых пресмыкающихся подкласса .Жили в поздней перми - триасе. Мелкие (длиной около 0,5 м) ящерицеобразные животные, питавшиеся насекомыми, некоторые - моллюсками. Череп у П. был треугольной формы, зубы - конические, в виде шпилек, не только на челюстях, но и на нёбе. Очень большие глазницы указывают, возможно, на ночной образ жизни. Остатки П. известны на всех материках, кроме Австралии и Антарктиды; в СССР - на С. Европейской части. 
Никтифрурет. Проконсул Проко'нсул(лат. proconsul, от pro - вместо и consul - ), в Древнем Риме государственная должность. Первоначально П. выполняли военные поручения вне Рима, а с образованием провинций осуществляли высшую юридическую, административную и военную власть в провинциях (с 27 до н. э. управляли в основном сенатскими провинциями). Полномочия П. давались обычно на год. Прокоп Великий Про'коп Вели'кий,Прокоп Большой, Прокоп Голый (Prokop Velikэ, Prokop Holэ) (около 1380 - 30.5.1434), деятель .До 1425 таборитский проповедник, с 1426 главный политический и военный руководитель .Возглавлял гуситское войско во время победоносных битв с армией герм. императора при Усти-над-Лабой (1426) и крестоносцами у Тахова (1427) и Домажлице (1431). Организатор и вдохновитель походов гуситов за пределы Чехии (1427-33). Добивался преодоления разногласий в рядах гуситов. Погиб в битве под . Прокоп Малый Про'коп Ма'лый,Прокупек (Prokop Malэ, Prokopek) (г. рождения неизвестен - 30.5.1434), деятель .Упоминается в исторических источниках в 1424 как член Оребитского братства и сподвижник священника Амброжа (близкий друг Я. Жижки) .С 1428 главный начальник (справец) т. н. сирот (одного из революционных направлений гуситов). Погиб в битве под . Прокопий Кесарийский Проко'пий Кесари'йский(Prokуpios) (между 490 и 507 - после 562), византийский писатель; советник полководца Велисария. Из сенаторской аристократии. П. К. участвовал в походах против персов, вандалов и остготов. В официозных сочинениях - «Войны» (в 8 книге, завершено в 553, основано на личных впечатлениях) и «О постройках» (553-555, описание строительства при Юстиниане I) - П. К. прославлял императора Юстиниана I; вместе с тем написал памфлет, направленный против него и его жены Феодоры («Тайная история», около 550). Литературным образцом для П. К. служил Фукидид, но в «Тайной истории» П. К. отошёл от «объективного изложения», широко пользуясь гиперболой. Сочинения П. К. - важнейший источник по истории Византии и соседних государств конца 5-6 вв., в т. ч. по истории слав. вторжений на Балканы. Соч.: Opera omnia, v. 1-4, Lipsiae, 1962-64; рус. пер. - Война с готами, вступит. ст. 3. В. Удальцовой, М., 1950; Тайная история, «Вестник древней истории», 1938, № 4; О постройках, там же, 1939, № 4. Лит.:Удальцова З. В., Мировоззрение Прокопия Кесарийского, в сборнике: Византийский временник, т. 31, М., 1971; Rubin В., Prokopios von Kaisareia, в кн.: Realencyclopдdie der classischen Alterturnswissenschaft, Bd 23, Hibd [45], Stuttg., 1957 Gantar K., Der betrogene Justinian, «Byzantinische Zeitschrift», 1963, Bd 56, Н. 1. Прокопович Сергей Николаевич Прокопо'вичСергей Николаевич (1871, Царское Село, ныне г. Пушкин Ленинградской области, - 1955, Женева), русский буржуазный экономист, публицист и политический деятель. Окончил Брюссельский университет (1899), вступил в «Союз русских социал-демократов за границей», принадлежал к крайне правому крылу «экономизма». В 1904 - в совете буржуазного либерального . В 1905 член ЦК кадетской партии, но вскоре вышел из него. В 1906 совместно с Е. Д. издавал в Петербурге журнал . После Февральской революции 1917 во Временном правительстве министр торговли и промышленности (август) и министр продовольствия (сентябрь - октябрь). Октябрьскую революцию 1917 встретил враждебно. В 1921 вместе с Кусковой и Н. М. входил в Общественный комитет помощи голодающим (см. ), пытаясь использовать его для борьбы с Сов. властью. В 1922 выслан из СССР за антисов. деятельность. В эмиграции (Берлин, Прага, Женева, с 1939 в США) в 20-30-е гг. руководил изданием журналов «Экономический сборник», «Русский экономический сборник» и др. Основное внимание в его работах уделено вопросам аграрной политики и положению рабочего класса при капитализме. Выступал против революционных аграрных преобразований, считая главным предоставление крестьянам гражданских прав. С точки зрения П., рабочий класс должен добиваться улучшения своего положения только в рамках капиталистической системы. Один из активных популяризаторов идей Э. в России. По выражению В. И. Ленина, «Прокопович - более бернштейнианец, чем сам Бернштейн» (Полное собрание соч., 5 изд., т. 4, с. 303). Работы П. по истории народного хозяйства СССР, теории и практике социалистического строительства проникнуты враждебностью к сов. строю. Соч.: К рабочему вопросу в России, СПБ, 1905; Бюджеты петербургских рабочих, СПБ, 1909; Аграрный кризис и мероприятия правительства, М., 1912; Кооперативное движение в России. Его теория и практика, 2 изд., М., 1918. Лит.:Ленин В, И., Полн. собр. соч., 5 изд. (см. Справочный том, ч. 2, с. 466); Дробижев В. З., Экономические «исследования» С. Н. Прокоповича и современная реакционная буржуазная историография, «История СССР», 1959, № 2. Прокопович Феофан Прокопо'вичФеофан (Элеазар) [8(18).6.1681, Киев, - 8(19).9.1736, Петербург], церковный и общественный деятель, украинский и русский писатель, епископ (1718), архиепископ (1724). Сподвижник Петра I. Сын купца. Окончил Киево-Могилянский коллегиум (1698). Переехав в Польшу, принял униатство и отправился для продолжения образования в Рим, где изучал рим. и греч. классиков, философскую и богословскую литературу. В Киеве в 1704 возвратился в православие. Будучи одним из образованнейших людей своего времени, П. сразу же решительно поддержал преобразовательную деятельность Петра I. Сопровождал Петра в Прутском походе (1711); по возвращении в Киев - ректор академии; преподавал пиитику и риторику. В 1715 был вызван в Петербург, где стал помощником Петра по управлению церковью (уничтожение патриаршества и учреждение Синода, вице-президентом которого П. был назначен в 1721). Литературно-публицистическая деятельность П. была подчинена обоснованию и защите политических и культурных мероприятий Петра. В «Слове о власти и чести царской» (1718) защищал неограниченную самодержавную власть и правомерность суда над царевичем Алексеем; в предисловии к «Морскому уставу» (1719) и в «Слове похвальном о флоте российском» (1720) прославлял создание сильного военно-морского флота. В «Духовном регламенте» (1721) обосновал новую систему управления церковью во главе с Синодом вместо патриарха. П. писал русские и латинские стихи, но наибольшее влияние на литературу своего времени имел как проповедник. Его проповеди - яркий образец публицистического жанра. Прежде церковного долга он призывал исполнять долг гражданский, служить государству, а не церкви. В своих проповедях он отказывался от нагромождения словесных украшений и риторических фигур, но окончательно с этой традицией не порвал. М. В. Ломоносов и А. П. Сумароков создавали свои оды под сильным идейно-тематическим влиянием ораторской прозы П. П. принимал участие в создании Академии наук. Возглавлял т. н. учёную дружину, в которую входили А. Д. Кантемир, В. Н. Татищев и др. Оставил ряд исторических сочинений: «Историю императора Петра Великого от рождения его до Полтавской баталии» (около 1713), «Краткую повесть о смерти Петра Великого, императора Российского» (1726), «Историю об избрании и восшествии на престол... государыни Анны Иоанновны» (1730) и др. В этих сочинениях идеализировал Петра I и его деятельность. Соч.: Слова и речи поучительные, похвальные и поздравительные, ч. 1-4, СПБ, 1760-1774; Соч. [Под ред. И. П. Еремина], М. - Л., 1961. Лит.:Чистович И. А., Феофан Прокопович и его время, СПБ, 1868; Морозов П. О., Феофан Прокопович как писатель, СПБ, 1880; Гудзий Н. К., Феофан Прокопович, в кн.: История русской литературы, т. 3, ч. 1, М. - Л., 1.941; Петтич С. Л., Русская историография XVIII в., ч. 1, Л., 1961; Лужный Р., «Поэтика» Ф. Прокоповича и теория поэзии в Киево-Могилянской академии, в кн.: Роль и значение литературы XVIII в., М. - Л., 1966; Винтер Э., Ф. Прокопович и начало русского Просвещения, там же; Просина А. Б., Теоретическое обоснование Ф. Прокоповичем реформ Петра I, «Вестник МГУ. Сер. право», 1969, № 6; Кочеткова Н. Д., Ораторская проза Феофана Прокоповича и пути формирования литературы классицизма, в кн.: XVIII век. Сб. 9, Л., 1974. И. З. Серман. 
Ф. Прокопович. Прокопьев Максим Прокопьевич Проко'пьевМаксим Прокопьевич [17(29).1.1884, с. Нырья, ныне Кукморского района Тат. АССР, - 1.7.1919, под г. Кунгуром], удмуртский советский писатель. Член Коммунистической партии с 1917. Окончил Казанскую учительскую семинарию (1902). Первый полномочный представитель удмуртов в Народном комиссариате по делам национальностей (1918). Участник Гражданской войны 1918-20. Автор публицистических стихов («Политические партии», «Про труд», «О торговле» и др.) и статей, вошедших в его сборник «Творения Максима» (1918). Перевёл на удм. язык «Интернационал», «Сказку о попе и о работнике его Балде» А. С. Пушкина и др. Погиб в бою против колчаковцев. Лит.:Очерки истории удмуртской советской литературы, Ижевск, 1957, с. 32-40; Никитин А., Максим. Страницы из жизни трибуна, революционера, М., 1973; Писатели Удмуртии. Биобиблиографический справочник, Ижевск, 1963. Ф. К. Ермаков. Прокопьевск Проко'пьевск,город областного подчинения, центр Прокопьевского района Кемеровской обл. РСФСР. Расположен на р. Аба (приток Томи). Ж.-д. станция в 269 кмк Ю.-В. от Кемерово. 269 тыс. жителей в 1974 (в 1939 - 107 тыс.). Один из основных центров добычи коксующегося угля (16 угольных шахт и разрез) в Кузбассе. Крупный центр машиностроения, важнейшие заводы: «Электромашина», шахтной автоматики, подшипниковый, механический, продовольственного машиностроения, ремонтно-трамвайно-троллейбусный. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98, 99 |
|||||||